Professional MIM Company
Metal Injection Molding Company
ZCMIM CORPORATION CO.,LIMITED is a professional metal injection molding company in China, specialized in stainless steel injection molding. We have 8,000 square meters of metal injection molding factory, our MIM company can satisfy low, medium and high volume MIM parts operation, it integrates each MIM process like: MIM design, mold design, tool making, debinding, sintering, and surface finishing into final MIM parts inspection and assemble operations.
From 2007, ZCMIM established our high reputation of MIM Manufacturing, our precision MIM parts are most cost-effective with incredible high quality. Our experienced technical team remove any limitation in metal injection molding process, which make us be able to manufacturing any geometries MIM parts with excellent mechanical properties.
Start ZCMIM Virtual Tour from following picture.

We provide professional metal injection molding service to satisfy your special product development requirement. ZCMIM is your reliable MIM manufacturer, no matter your need simple or complex three dimension structure with high quality and tolerance. Our experienced engineering team combine with advanced MIM technology are able to produce the most wide range of precision MIM parts, including:
1. Electronic, 2. Medical, 3. Industrial, 4. Automotive.
Metal Injection Molding
Metal injection molding, also known as MIM, is an advanced metal manufacturing process, which is a cost-effective metal parts production method with high density, complex geometries and excellent properties. This manufacturing process combines metal powder, injection molding and sintering technologies together, in order to guarantee MIM parts can be complex with tight tolerance as well as excellent surfaces.
ZCMIM will cooperate with you to assess the feasibility for MIM production cost, material and manufacturing.
Our main step of MIM including: Compounding, Injection molding, Debinding, Sintering.
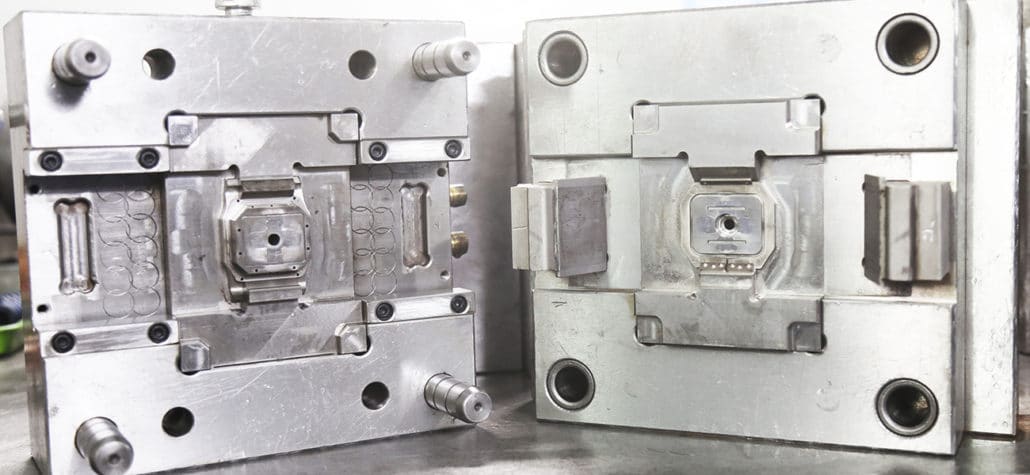
Compounding

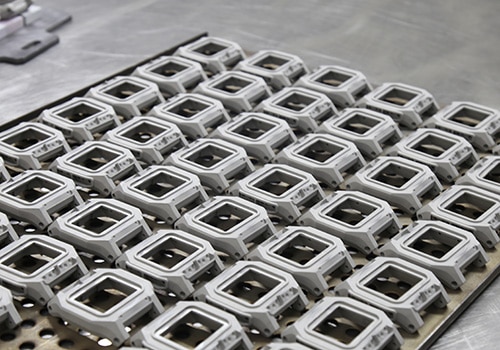
Injection Molding

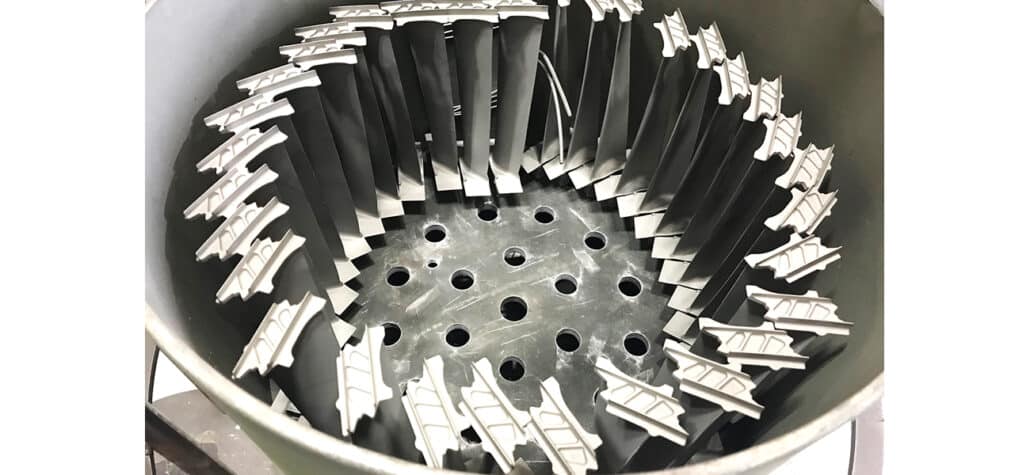
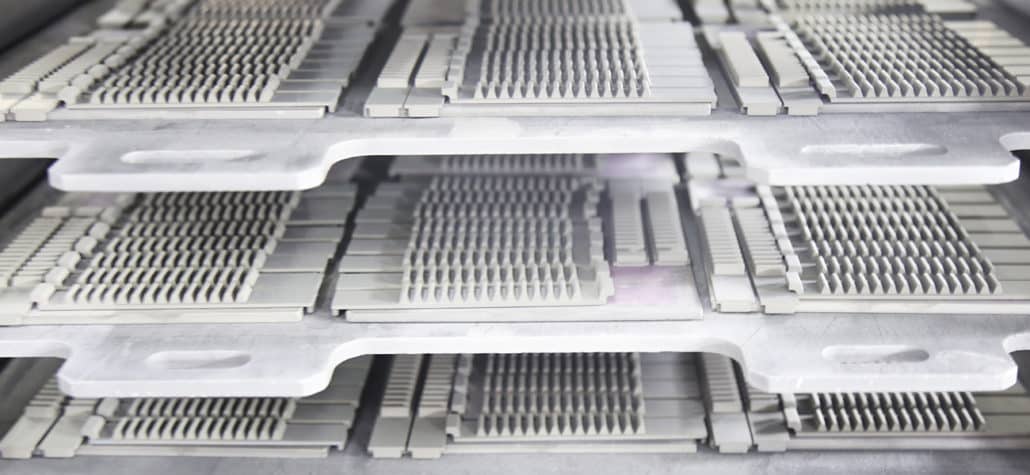
Debinding
Sintering

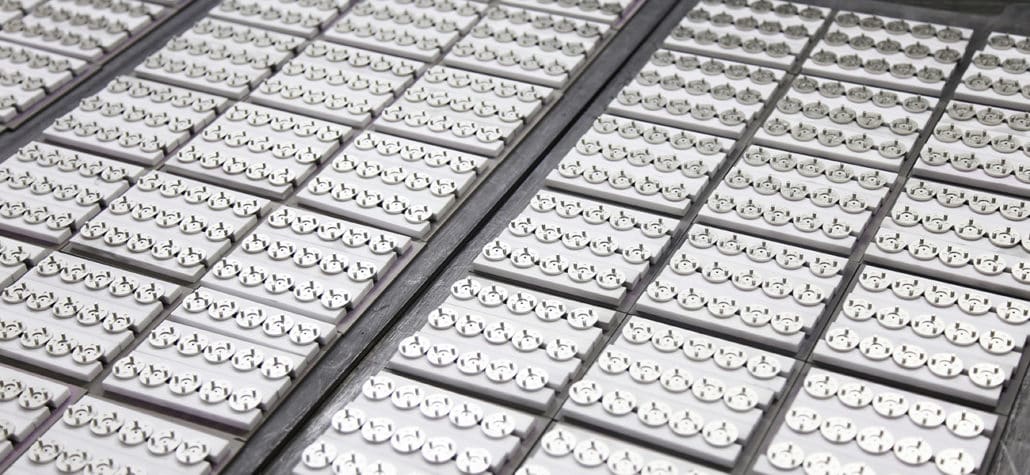
MIM Parts
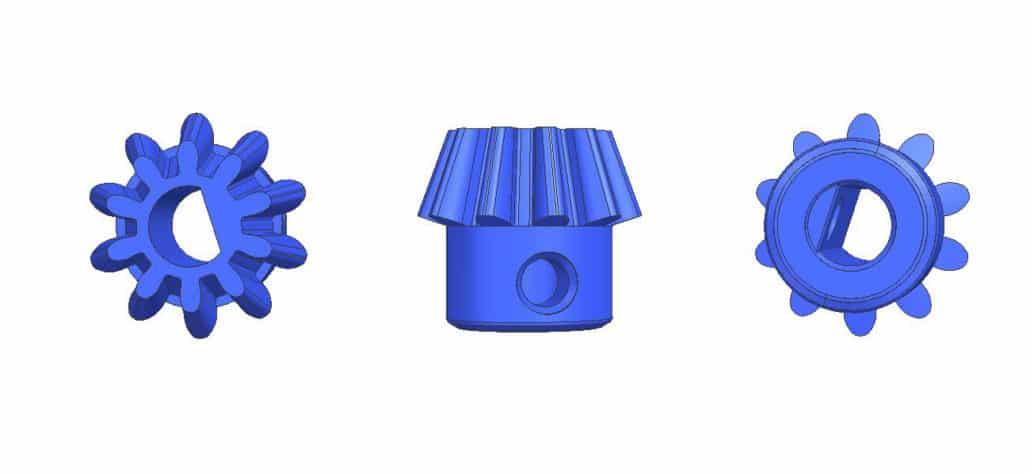
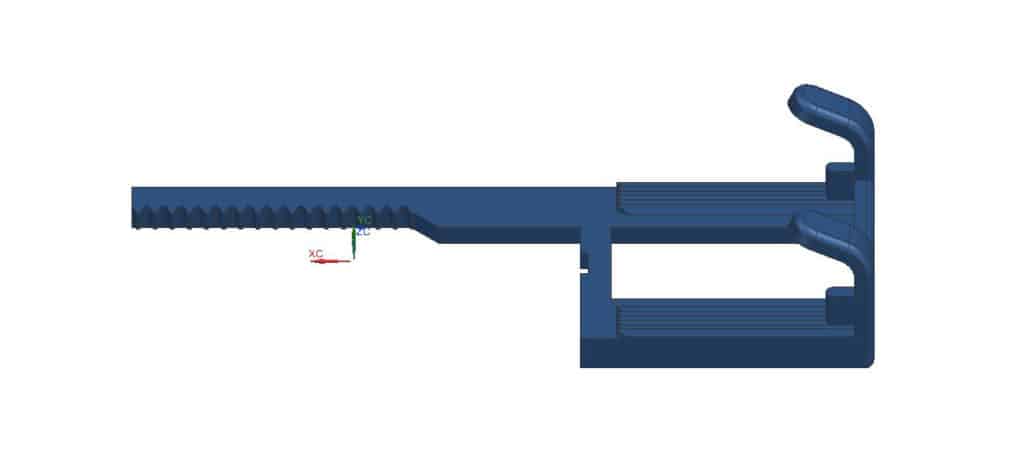
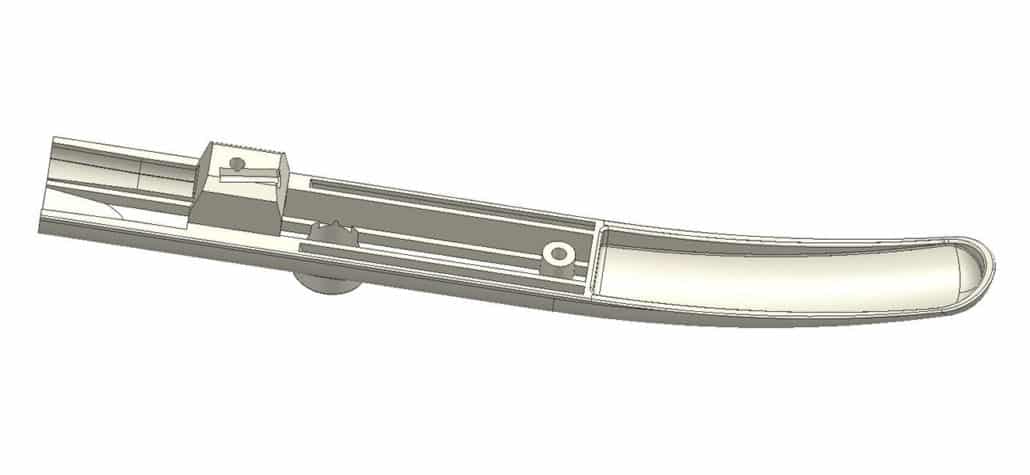
MIM parts are complex metal parts produced by metal injection molding technology, which is a new metal components manufacturing method. Comparing to conventional metalworking method like forging or casting. Metal injection molding has better performance in small size, complex geometries metal parts production with high volume quantities.
Metal injection molding form metal parts shape with injection molding process, which is similar to plastic injection molding and high-pressure die casting. However, MIM parts are able to perform high mechanical properties equal to wrought materials, and excellent dimensional tolerance control.
MIM parts are normally full density, which has excellent mechanical, corrosion resistance and hermetic sealing properties. In addition, secondary operations, such as plating, heat treating and machining can be easily performed.
Electronic MIM Parts

Medical MIM Parts
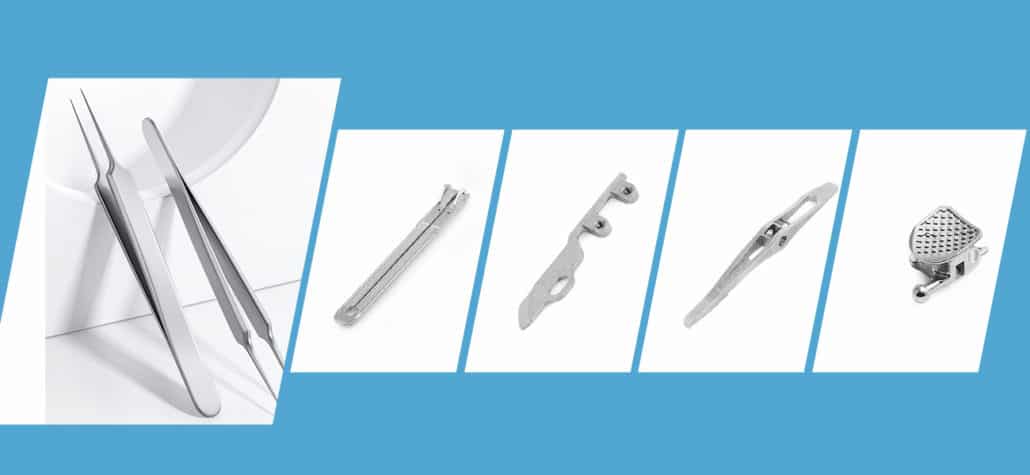
Industrial MIM Parts

Automotive MIM Parts

ZCMIM Advantages
Metal Injection Molding (MIM) has several advantages over traditional metal production technologies. As 30 years continuous development of MIM technology, ZCMIM can apply this technology producing MIM parts with high volume, various alloys, different size and complex structure. Our summary of MIM advantages as following:
Small Size
Design Complexity
Powerful Capacity
High Tolerance
Delicate Appearance
Flexible Materials
Excellent Properties
Environment Economical
MIM Materials
ZCMIM provide various MIM metal options for specific property requirement, our MIM metal materials usually are divided into following types in functions.
Stainless steel
Low steel alloy
Specific alloy
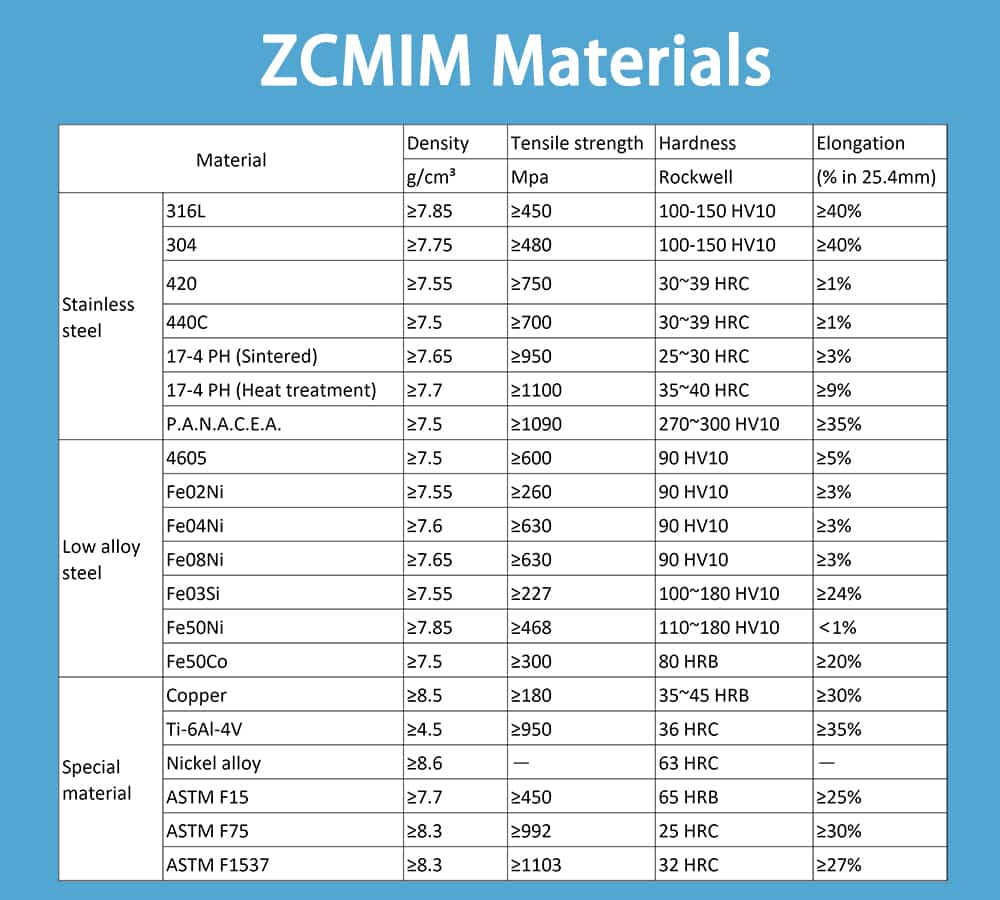
In addition, ZCMIM also provide custom MIM materials for our customers with high performance in any properties.
Start Your MIM Project Now
Customer Evaluation
Resources
Technology

Sintering Effect of P.A.N.A.C.E.A.

Soft Magnetic Materials

Nickel-Free Stainless Steel

Micro MIM
Hot Isostatic Pressing

MIM 316

MIM 17-4

MIM 304

MIM 420 Stainless Steel

Stainless Steel 430L MIM
Stainless Steel 440C
MIM F75 Sintering

MIM HK30

FeNi36

MIM 4340

MIM 4140

MIM 4605

MIM Titanium

Tungsten MIM
MIM Copper

Cobalt MIM

F15 (Kovar) MIM
Blog
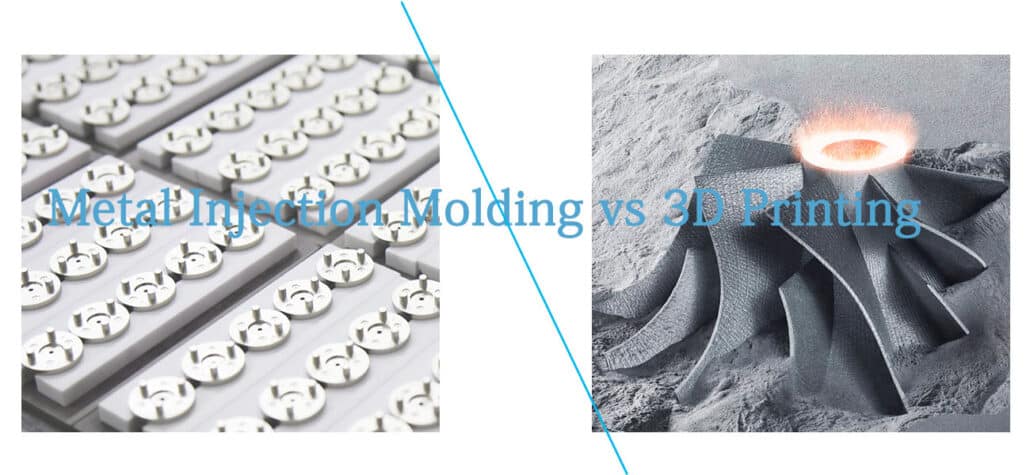
MIM vs 3D Printing

What are MIM Parts

How MIM Work
What is Metal Injection Molding
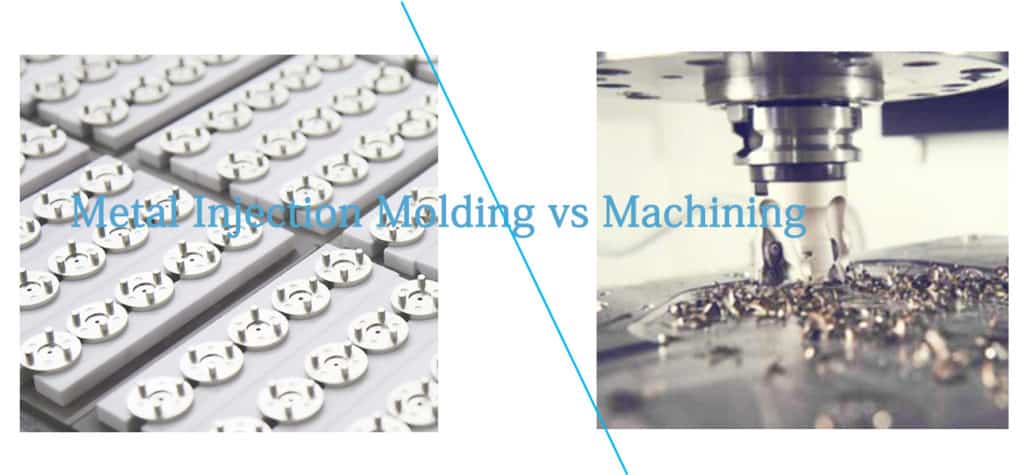
MIM vs Machining
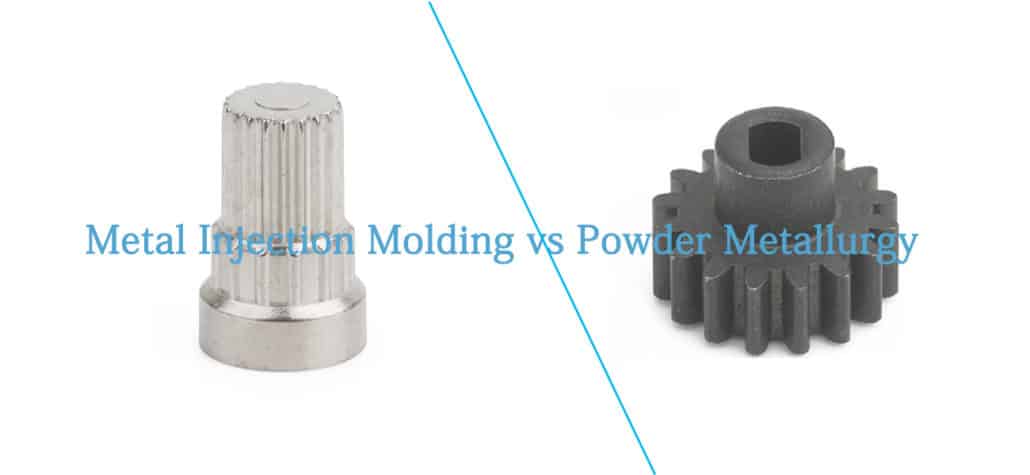
MIM vs PM
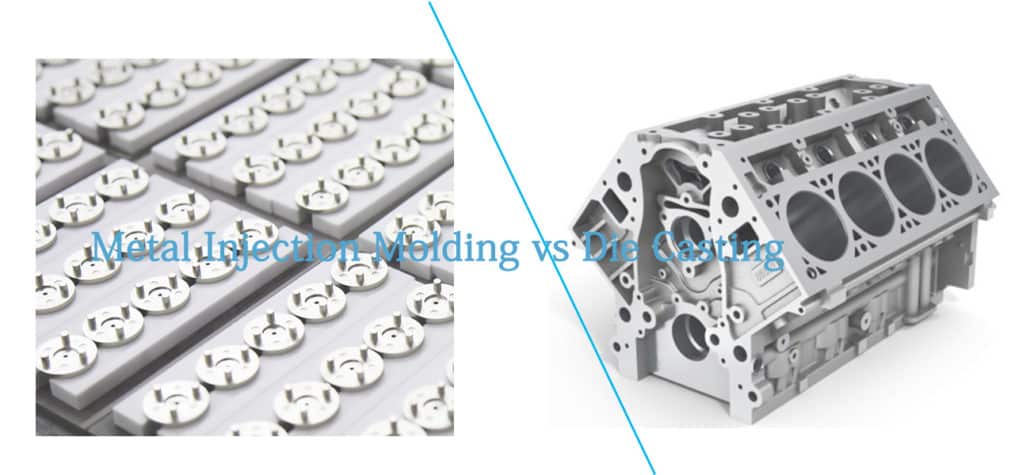
Metal Injection Molding vs Die Casting
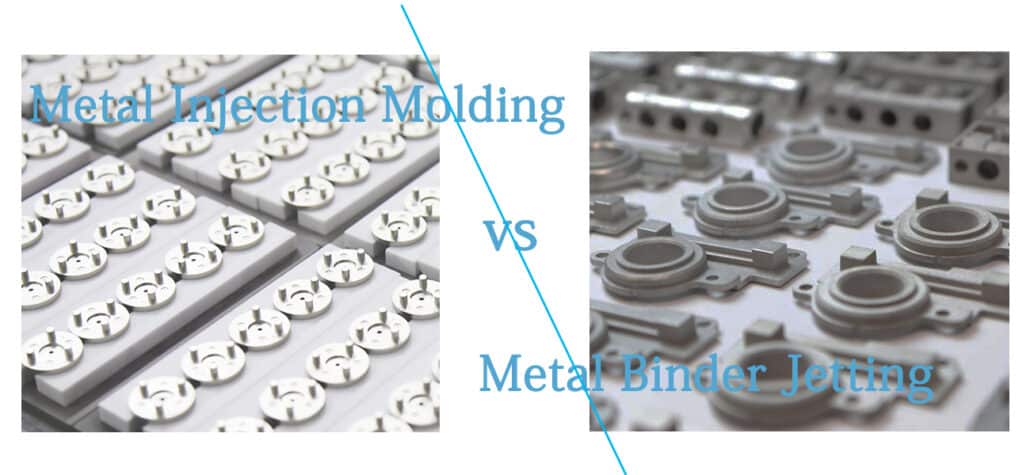
MIM vs MBJ
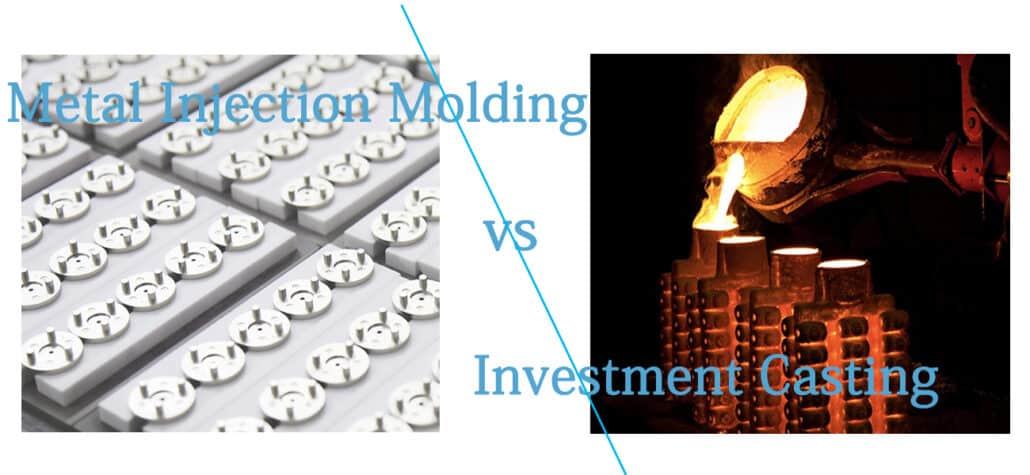
Metal Injection Molding vs Investment Casting
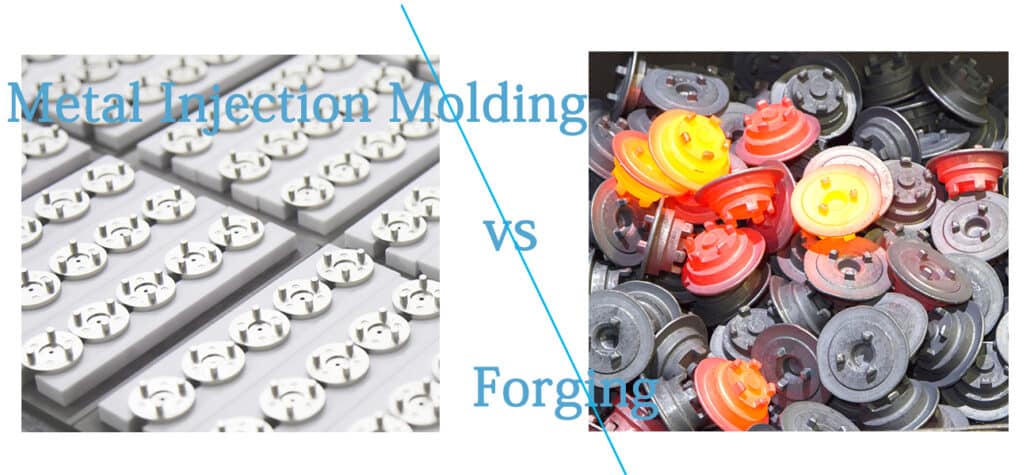
Metal Injection Molding vs Forging

MIM Powder

Powder Injection Molding

MIM Polishing

Debinding in MIM

Sintering in MIM

MIM Feedstock

Custom MIM Materials
Design Tips
MIM Design Consideration

MIM Parts Size Analysis
Design Thinking in MIM
Optimize MIM Design
Designing for Metal Injection Molding
Parts Consolidation in MIM
Case Study

Incipio Devices Medical Case

Deka Industrial MIM Case
MIM Mass Production
Fe50Co Electronic MIM Case
