MIM F75 Sintering
F75 (Co-Cr-Mo) Introduction
MIM F75, as the most popular cobalt-base alloys, has been applied for implantable medical devices for decades. It has excellent properties in wear-resistance, corrosion-resistance and heat-resistance.
Co-Cr-Mo alloys are famous for the combination of strong mechanical performance, wear resistance, corrosion resistance and acceptable bio-compatibility. Especially the main corrosion resistance in chloride environments. These alloys are used widely in aircraft engines, medical total hip replacements, dental devices, support structures for heart valves, etc.
In recent year, since the combination of strength, corrosion resistance, wear performance and non-magnetic properties. Co-Cr-Mo alloys are applied in the 3C telecommunication industry (computer, communication and consumer-electronics), such as camera components (switches and buttons), wearable devices (watch cases), soft magnetic devices, electronic packages, heat sink/ heat spreaders for electronic cooling, laptop hinges and USB connectors, etc.
MIM F75
Once metal injection molding (MIM) applies ASTM F75 materials, the sintering behavior is critical for high-performance products. High sintering temperatures result in high density and homogeneous micro-structure. In addition, other variables will also affect the sintering character, including powder particle size, powder chemistry, porosity, sintering atmosphere.
Within the ASTM F75 chemistry specification, minor variations in carbon levels will result in significant alternative in sintering density and mechanical properties. The carbides can take up chromium and molybdenum from the surrounding area in the solidification process, and increase the strength and wear resistance.
The demanding criteria in 3C electronic area encourage wide application of MIM technology, such as free geometrical design, high-strength, sophistication, high-volume capability, fine surface finish, accurate tolerance, flexible material choices.
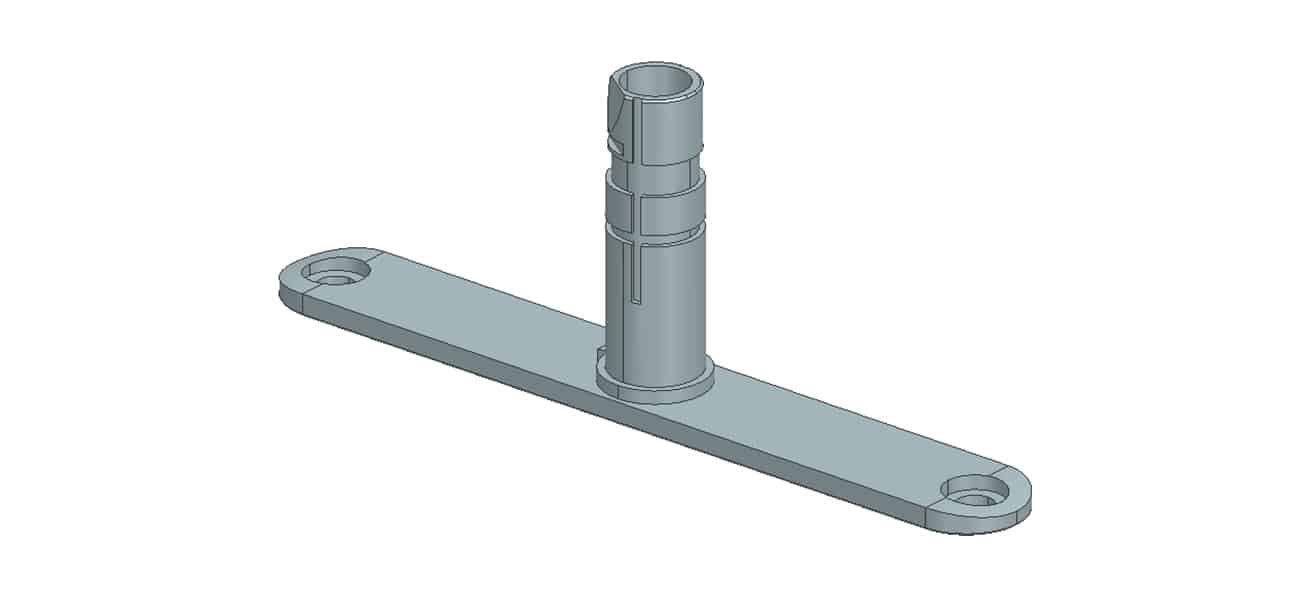
MIM F75B Molding
We apply the UNEEC’s POM-based feedstocks from ZDX company in China. The pre-alloyed Co-Cr-Mo powders are manufactured by ZDX using water atomization technology.
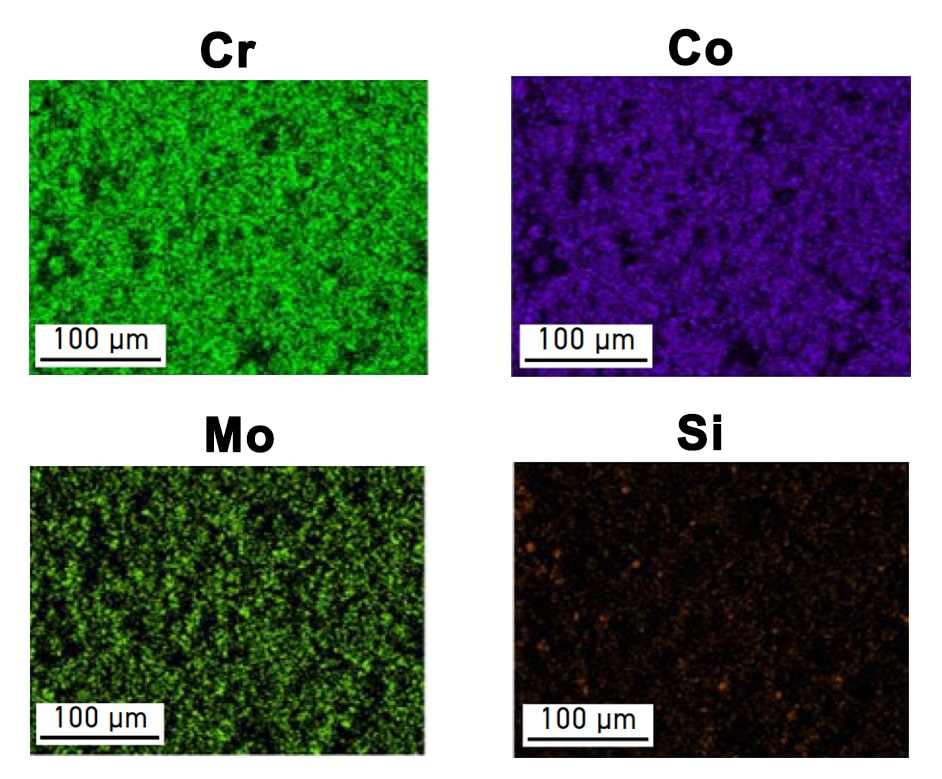
EDS elemental mapping of F75 powder
F75B Sintering Process
As in the ASTM F75 standard, the final species of sintered F75B have ultimate tensile strength (UTS) ≥ 655 MPa, yield strength(YS)≥ 455 MPa, and elongation ≥ 8%. Conventionally, the mechanical strengths in MIM process can be enhanced by appropriate post-treatment (HIP, or solution-annealing).
in-sinterted-F75.png)
Secondary electron image(SEI)in sintered F75
In actual sintering process, our experts need to adjust the sintering parameters/atmosphere, and achieve ASTM F75 standard without any post-treatment (HIP, heat-treatment).
EBSD FCC phase mapping in sinterted F75
Hydrogen/Argon Atmosphere
The first sintering process is in the mixed atmosphere at 1315 °C, the flow rate is hydrogen to argon ratio at 22:6 m3/h. However, the mechanical properties in this atmosphere do not comply with the ASTM F75 standard, especially the UTS and YS performance.
The second sintering in argon-rich atmosphere reveal the similar trend of poor mechanical properties. The flow rate is hydrogen to argon ratio at 6:22 m3/h.
EDS element mapping in sintering
Nitrogen (N) Solution Strengthening
Nitrogen solution strengthening is the most common approach to achieve the required strength after sintering. The N addition in stainless steel will stabilize the γ-phase, and high N additions can improve the tensile and fatigue strength of autenitic stainless steels.
As both Fe-Cr and Co-Cr alloy systems have the similar FCC structure at high temperatures with lattice parameters of approximately 0.357 to 0.360 nm. N addition in MIM F75 will also enhance the stability of γ-phase, then change the microstructural characteristics and improve the mechanical properties.
EBSD Cr2N phase mapping in sintered F75
Hydrogen/Nitrogen Atmosphere
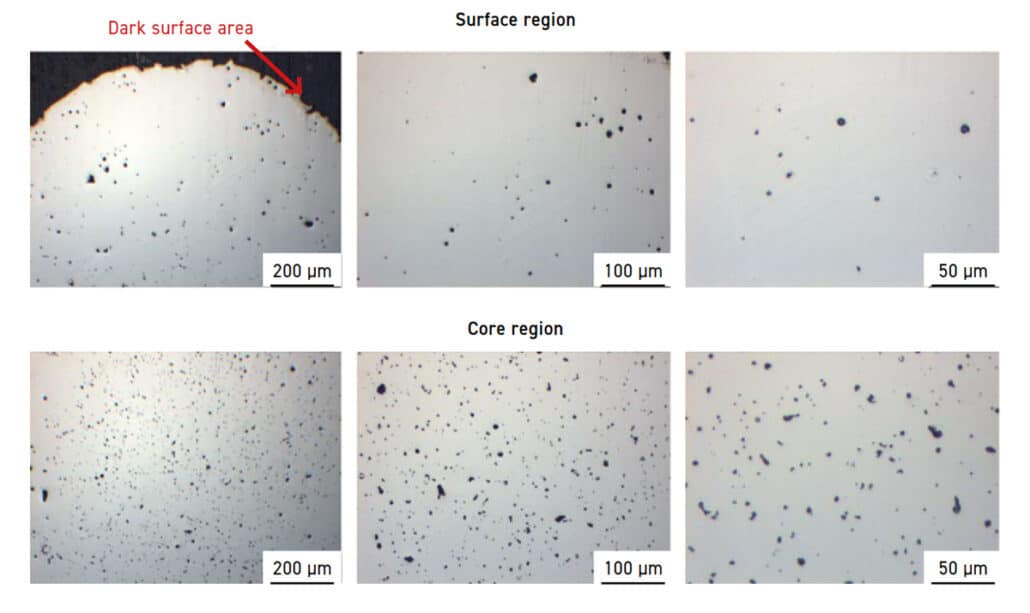
As sintering in the flow rate of hydrogen to nitrogen at 14:14 m3/h at 1315°C. Comparing to the non-nitrogen atmosphere, the MIM F75 parts have apparent improvement in mechanical values. This result can reach to ASTM F75 standard. However, the sintered appearance is black.
From the optical microscope analysis, the main matrix in surface area is based on FCC crystal, while some Cr2N precipitation exists near the upper surface region, this is the main reason of black color.
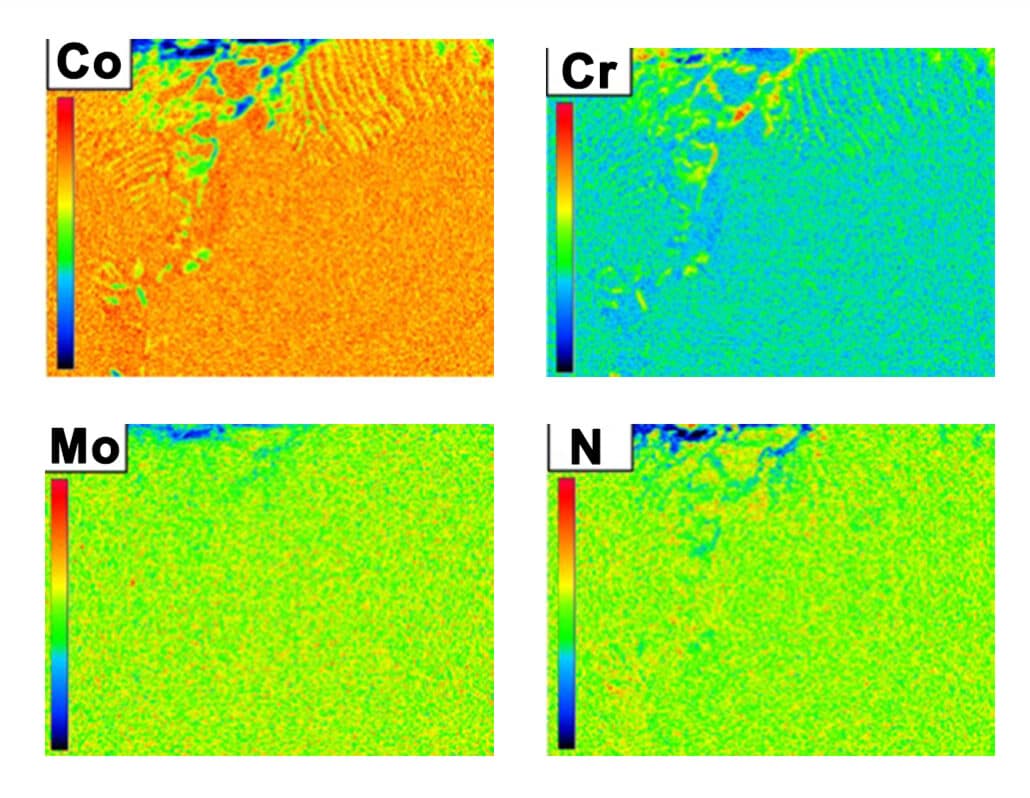
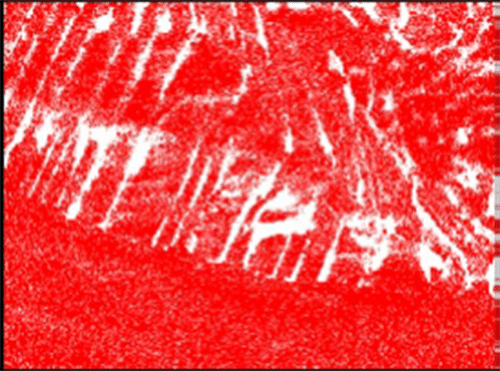
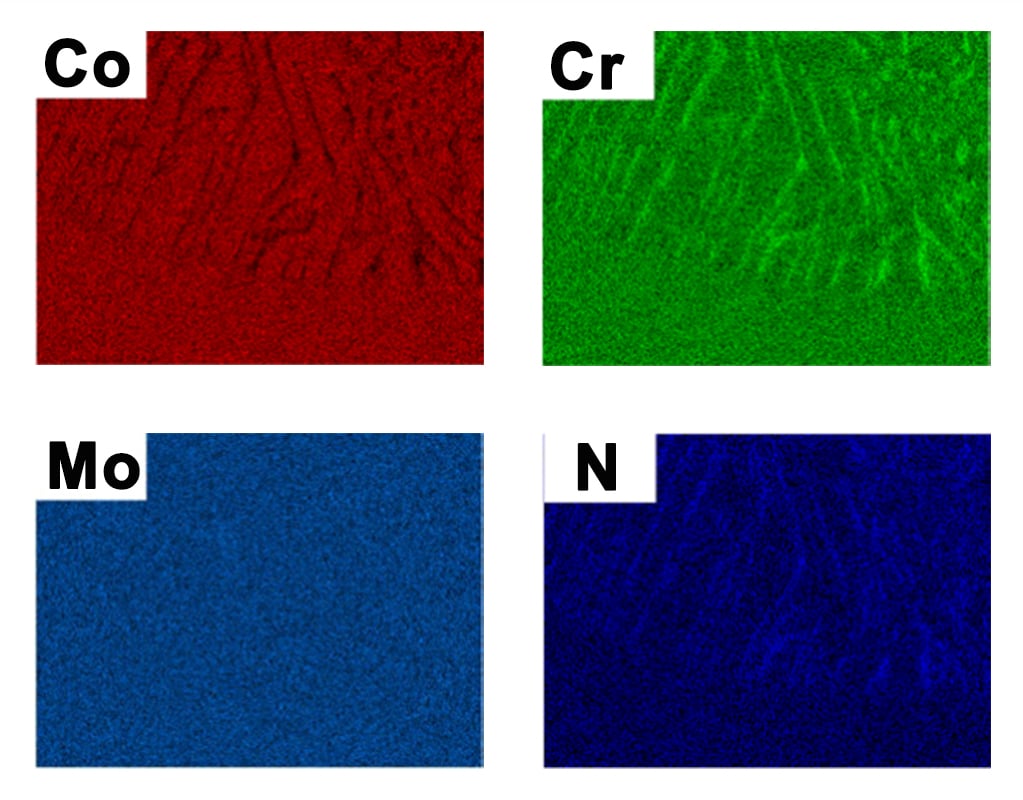
EPMA mapping in surface region
Then it is rational to reduce the nitrogen fraction in sintering, such as flow rate of hydrogen to nitrogen ratio at 22:6 m3/h at 1315°C. In this condition, the UTS, YS and Elongation properties can still reach to the ASTM standard, but the sintered colour is light grey.
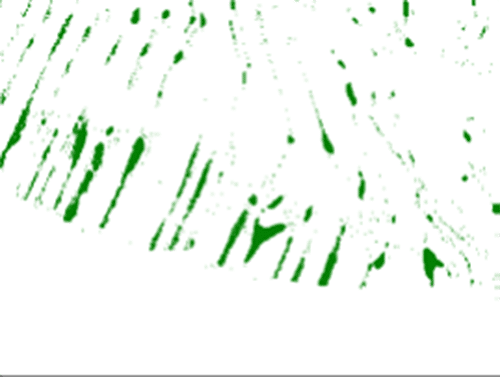
Finally, in order to prevent the precipitation of Cr2N in sintering process, we apply the low nitrogen ratio of 25:3. This results in the natural color of conventional F75 alloys. Recording to EPMA analysis in the following picture, there is no Cr2N formation near the surface region.
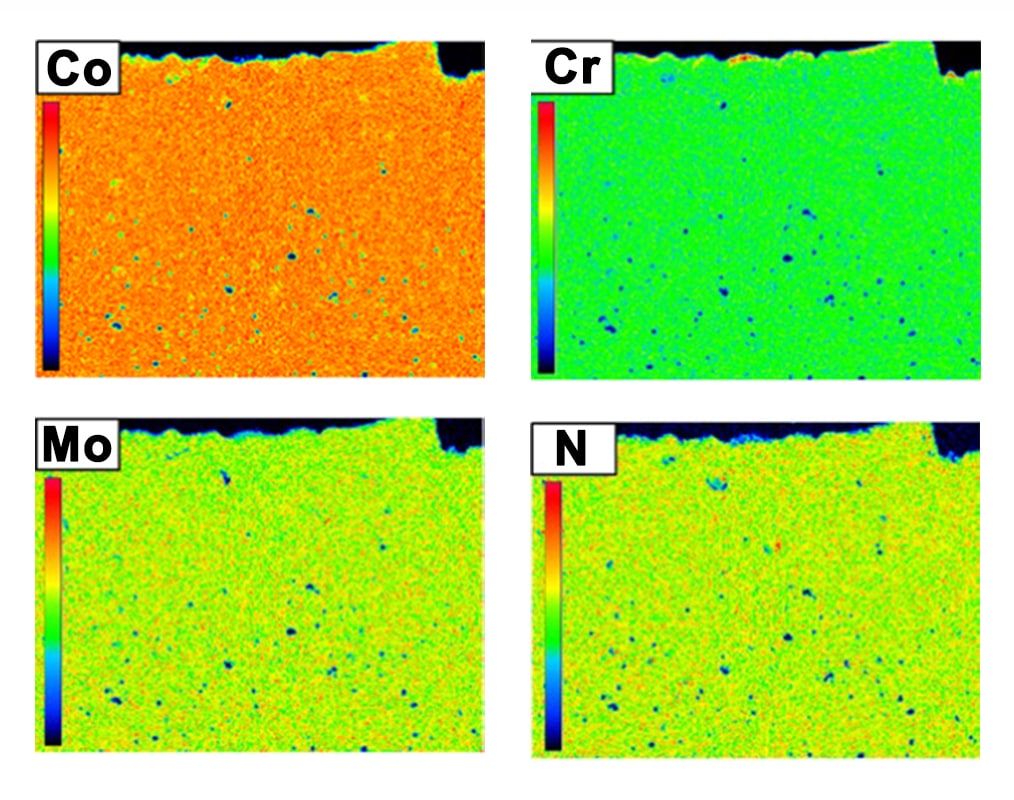
EMPA mapping in flow rate 25:3
Conclusion
MIM F75, as the most popular Co-Cr-Mo, is applied in different industry. This MIM material has excellent properties in wear-resistance, corrosion-resistance and heat-resistance. We apply MIM technology to manufacture excellent F75 parts in cost-effective way. Contact us for your new F75 project.