MIM vs Liquidmetal
Introduction
Once selecting the metal manufacturing process, it is critical to consider the specific requirements carefully, as each method provides distinct advantages and disadvantages.
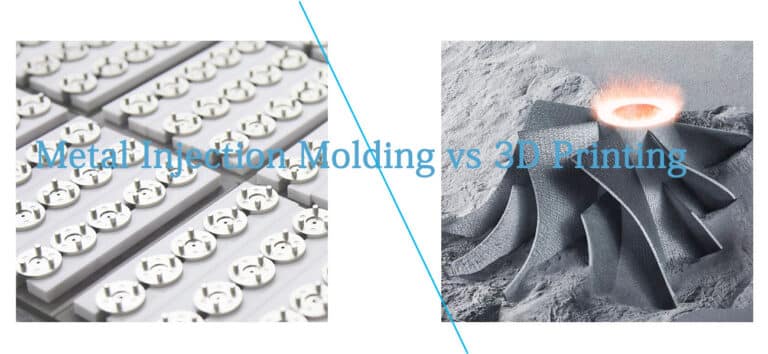
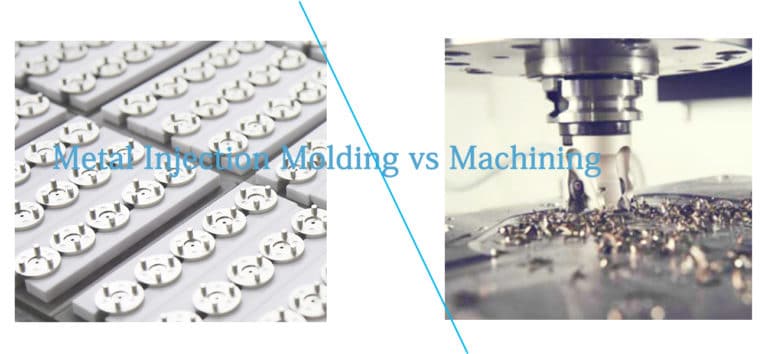
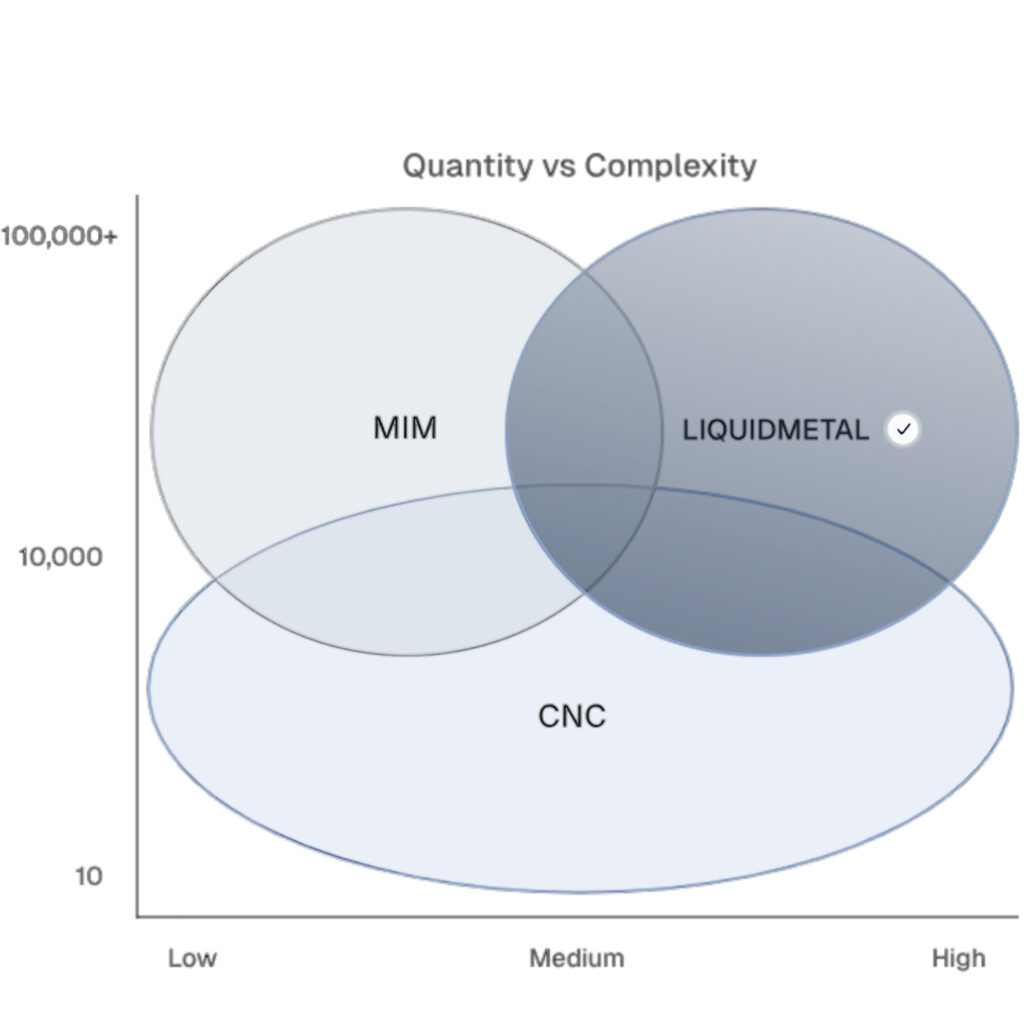
- Metal Injection Molding is the ideal choice for microcomponents with complex structures at scale.
- CNC machining is excellent for complex shapes with tight tolerances, particularly for small volumes.
- Liquidmetal provides the unique opportunity for high accuracy and high-volume production.
Manufacturing Considerations
It is cost-effective to reduce the manufacturing processes for the finished part, which will reduce the development time, and maximize the yield rate. Liquidmetal shape molding process can check the critical dimensions right out of the mold. While the MIM process requires several checks to verify the final dimensions, this means that high experience and a robust technological database are critical in MIM manufacturing.
MIM vs CNC vs Liquidmetal
| Comparison | CNC | Liquidmetal | MIM |
| Precision | High | High | Medium |
| Unit Cost | High | Medium | Low |
| Start-up Cost | Low | Medium | High |
| Material Selection | Medium | Low | High |
| Maximum Part Size | Huge | 200g | 200g |
| Final Properties | Excellent | Good | Excellent |
| Material Waste | Very High | Low | Low |
| Process | Subtractive | Molding | Molding |
| Scale Ability | Low | Excellent | Excellent |
Metal Material Properties
Different manufacturing processes will affect the final properties, because of the final porosity and grain structure. However, the main contribution of properties of material types is to the particular process. The melting temperature of different alloys and final geometries will dictate the final fabrication process.
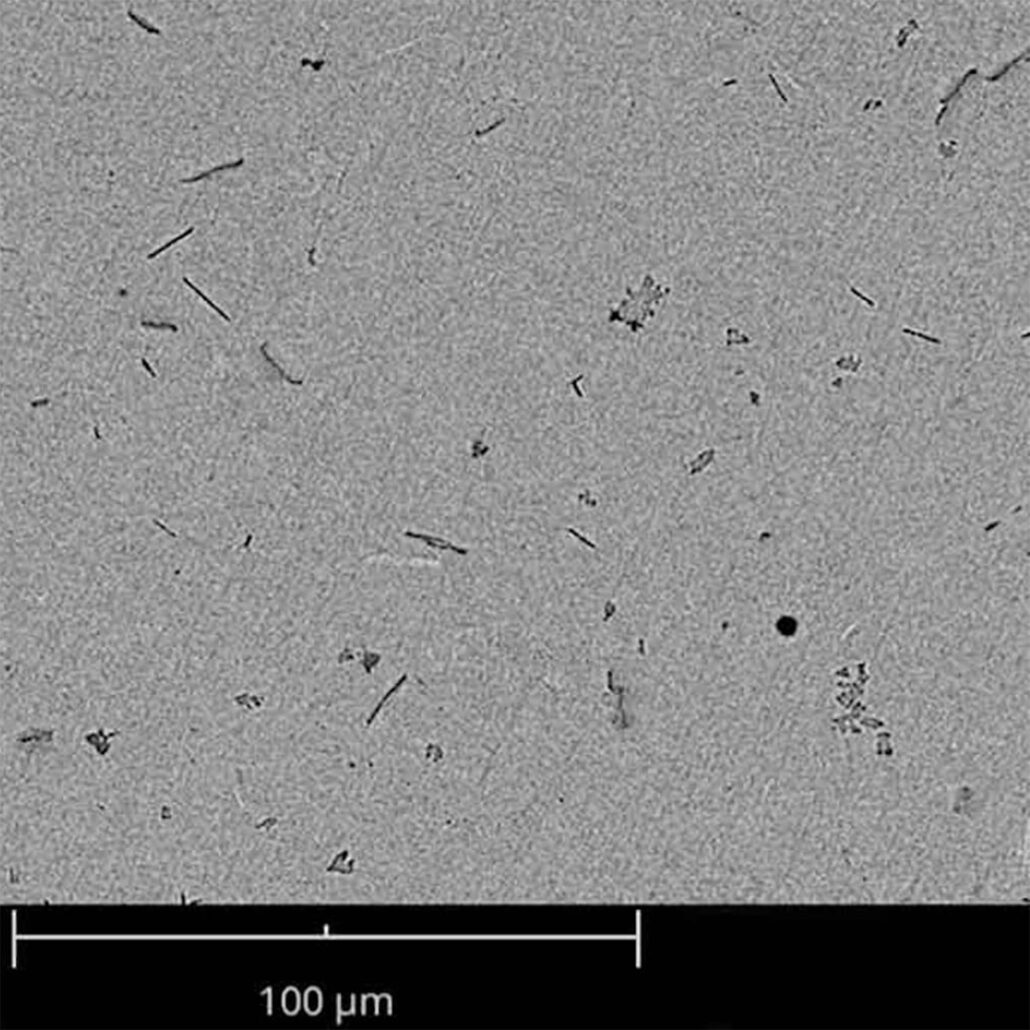
Traditional vs Amorphous Metals
Traditional Metals
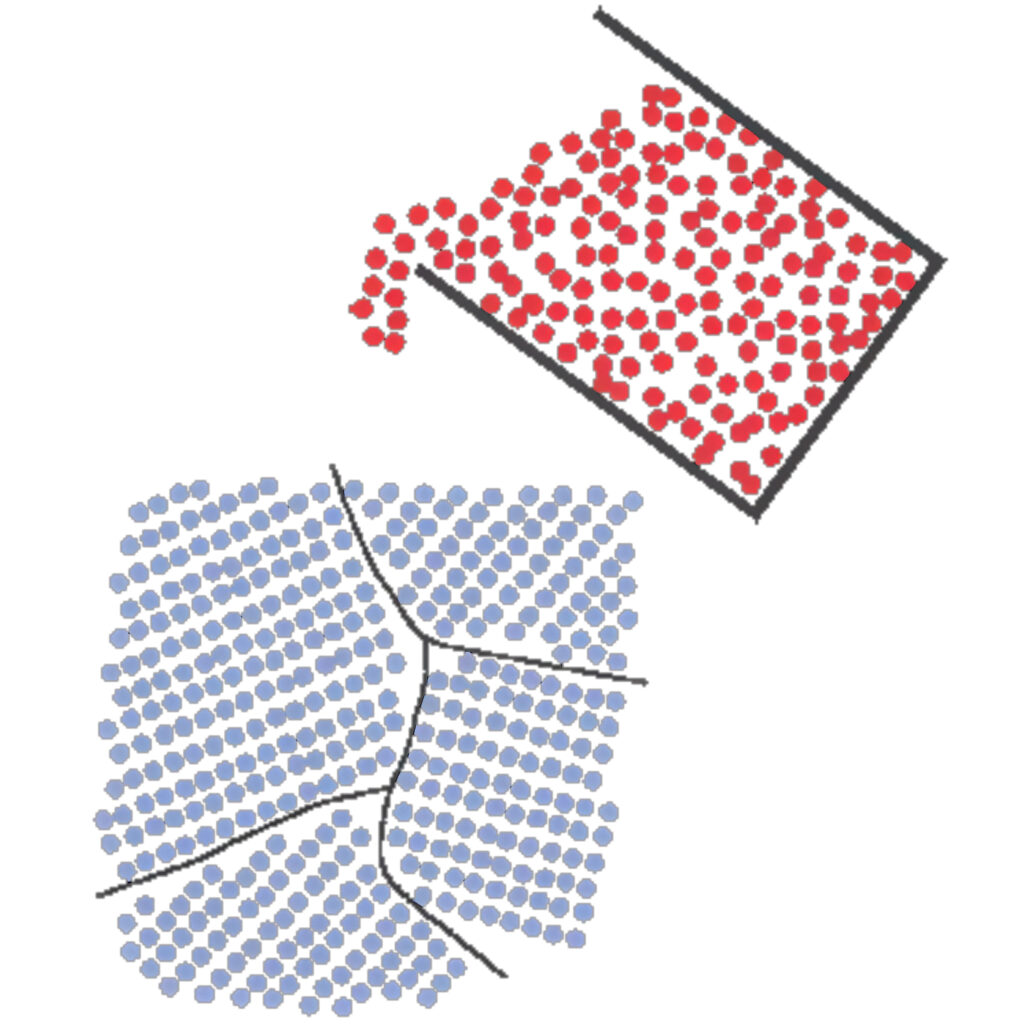
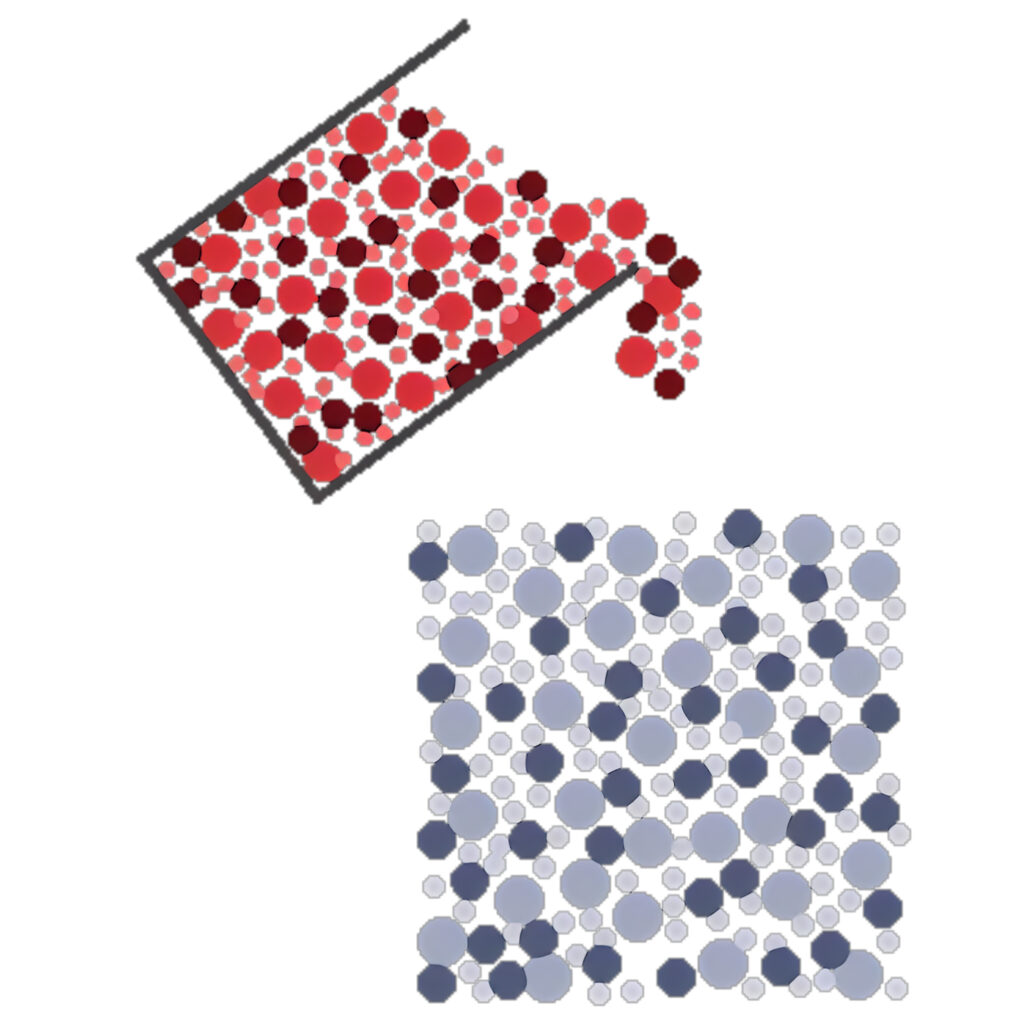
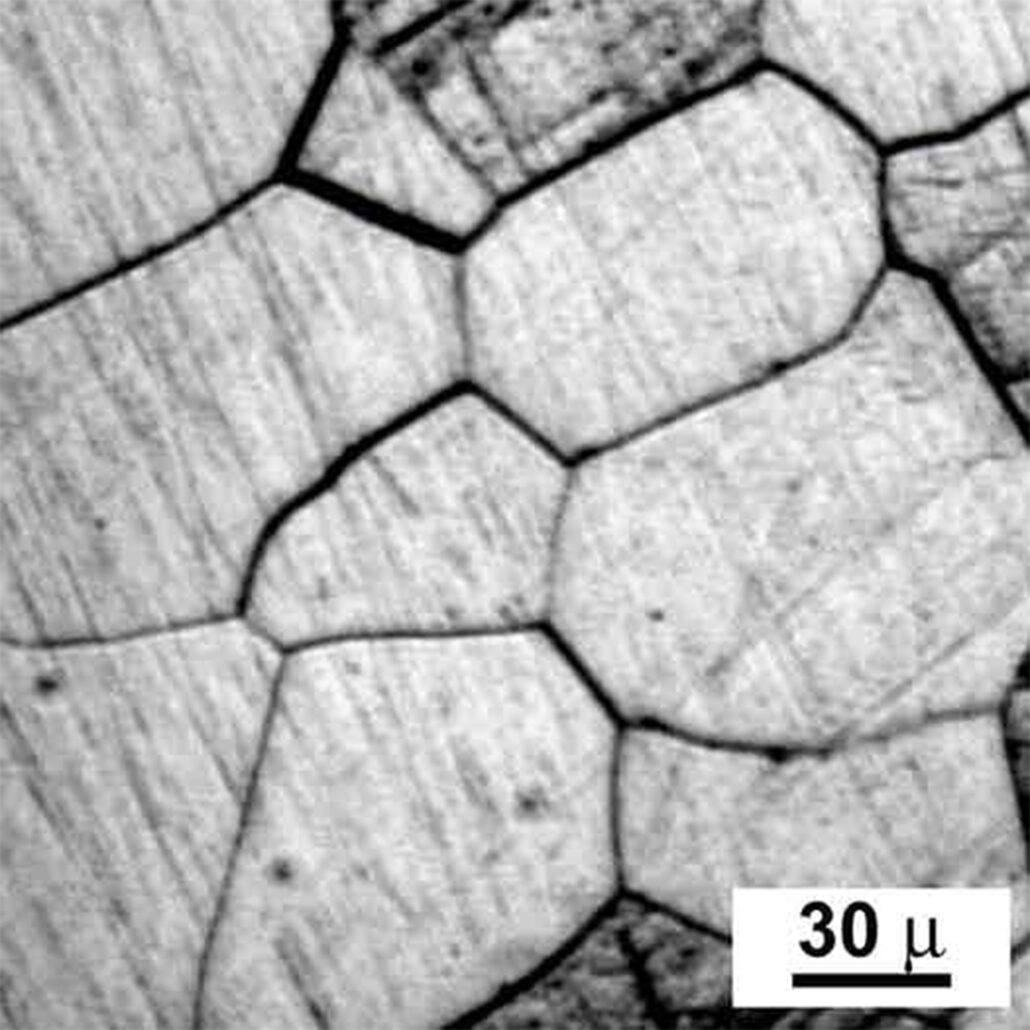
Normal metals have grain boundaries, once these metals cool from liquid to solid, the atoms arrange themselves and grow into organized structures (grains), where these grains intersect, these boundaries are formed.
Amorphous Metals
Amorphous metals are non-crystalline, the formulation of liquidmetal will frustrate the movement of atoms into the organized grain structure during the cooling process, resulting in a liquid-like atomic structure.
The strength of metals and alloys comes from the atomic bonds within materials, the grain boundaries will weaken these bonds due to dislocation and impurities. However, different metal atomic bonds result in different metal strengths. Stainless steels and low alloy steels have different strength values, because of different element content, like carbon, nickel, silicon, chromium, manganese, nitrogen, etc.
Liquidmetal Process
Liquidmetal is a specialized metal molding process, that is suitable for parts with high-strength and exceptional precision. The liquidmetal process includes 5 main steps:
Raw Material Preparation
Liquidmetal is alloyed and crushed into a gravel-like condition for further molding.

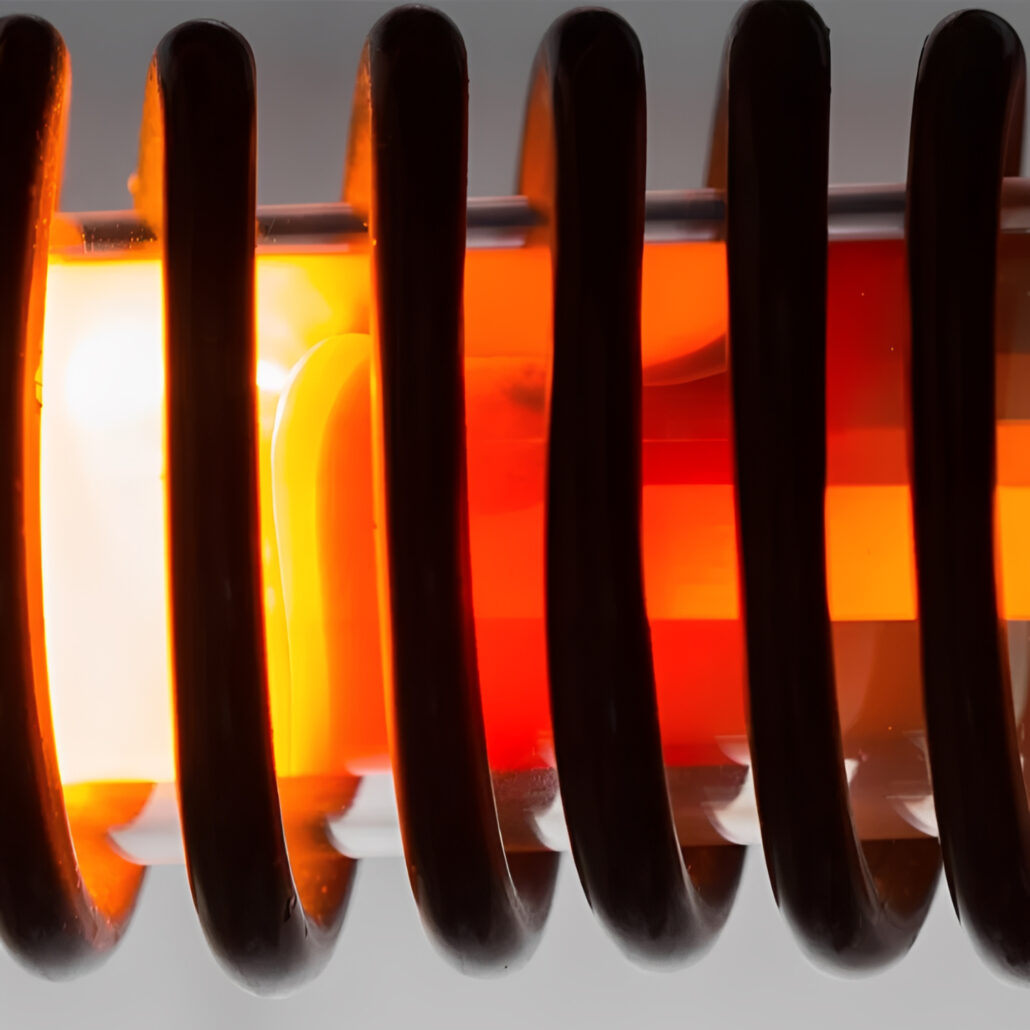
Vacuum Melting
An induction heating coil melts the alloys in the vacuum conditions, and a pre-measured batch is applied to ensure the full filling of cavities.
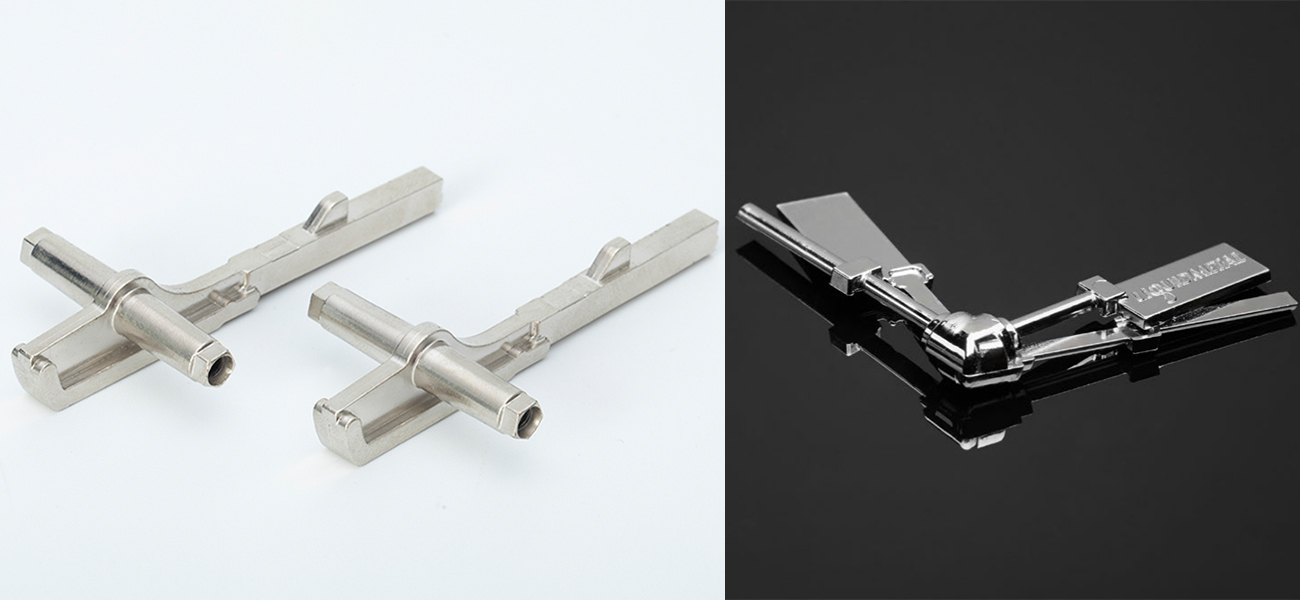
Injection Molding
The melting alloys are injected into the molds. The injection port is in the center, and runners will direct the alloys to four separate cavities.

Ejection
Ejector pins are activated with a robotic arm to remove the parts, as the injected parts are still connected to the remnant of the injection port and the runners.

De-gating
Liquidmetal has the full physical properties after cooling, and the secondary processes are applied to remove the part, such as laser jet, and water jet.

Additionally, liquidmetal parts require a deburring process to achieve the smooth satin finish, matte finishes by sand blasting, and luster finishes by polishing. Liquidmetal has the natural metallic color as stainless steel, the separate coloring process should be applied on the finished parts, like: Powder vapor deposition (PVD), Powder Coating.

Liquidmetal Property Table
Liquidmetal provides a combination of physical and mechanical properties. These unique metal properties allow designers to fulfil design parameters with a simple molding process. The common properties of Zirconium-base alloy:

Material Properties
| Material Property | Density | Ultimate Tensile Strength(UTS) | Ultimate Flexural Strength(UFS) | Elasticity | Hardness | Fatigue Strength | Mold Shrinkage |
| Metric | 6.72-6.8g/cm3 | > 1200 MPa | > 1800 MPa | > 1.7% | 460 – 530 Vickers | 290 MPa | 0.20% |
Thermal Properties
| Thermal Property | Thermal Conductivity | Thermal Expansion | Glass Transition Temperature | CrystallizationTemperature |
| Metric | 4.64-4.9 W/m•K | 10 – 12 um/m.K | 406-413.5 °C | 487.5-500 °C |
Conclusion
Metal injection molding provides more metal options than liquidmetal technology, while liquidmetal develops a new method for metal forming. Both MIM and liquidmetal provide high-volume production with complex structures.
ZCMIM has excellent experience in MIM production, with the capability to produce millions per year. Contact us for your new gear project now.