Sintering in Metal Injection Molding
Sintering in MIM is the most essential area you should learn about, Once you are interested in how MIM parts are made in small size. Every step in Metal Injection Molding process are traced back to the process of sintering. Sintering process is the most critical step in metal injection molding. It determines the properties and tolerance of final parts.
What is Sintering?
Sintering is the process of fusing fine particles together into a solid mass. It applies the combination of pressure and heat without melting materials. As in metal injection molding technology, our common particles are metal alloys including: stainless steel, low alloy steels, copper alloys, titanium alloys and special alloys. Sintering can improve the strength and structural integrity of final MIM parts, it is the final step in the MIM process.
Sintering Process
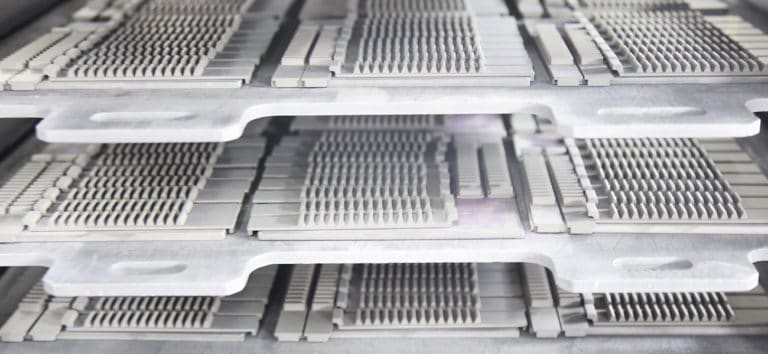
MIM Sintering process in Metal Injection Molding involve 4 steps:
- Placed debinded parts on ceramic trays to minimize movement in sintering.
- Heat brown parts slowly in furnaces, and evaporate the remaining binder.
- Heat parts in high temperature to fuse metal particles together as dense solid parts.
- Cool the furnaces and remove sintered parts.
This sintering process will take anywhere from 15 to 20 hours. Any additional steps are post-operation process, like machining or surface coating.
Sintering Furnace Types
The sintering normally utilize two kinds of furnaces: continuous furnace and batch furnace
Continuous furnace: this furnace is able to debind and sinter in same step, its temperature can reach near to basic metal molten temperature. It is the best option for high volume MIM parts production.
Batch furnace: this furnace temperature also can reach to melting temperature of base metals, but its sintering process time is much less than continuous furnace.
All these furnaces operate under vacuum environment during the sintering process. Furthermore, flow gas is pumped into the furnace to protect the metal part from oxidation, de-carbonization or over-carbonization. These gas types are nitrogen, argon or hydrogen. In addition, there are also supporting equipment for furnaces, such as hydrogen generator, nitrogen generator, and emergency powder generator.
What is Sintered Metal Parts?
Sintered metals are metal alloys powders throng sintering technology. The details in micro aspect are quite complex, but the basic concept is easy to understand. Once we are familiar with the sintering concept, it is easy to realize how metal injection molding can produce high strength parts. Sintered parts are viable in various applications with complex geometries.
In order to create small size metal parts with complex geometries. We need to press metal powders into the required shape with other composition. Then remove other binder materials and heat them to setting temperature. Metal alloys are stubborn, so sintering will improve final parts performance.
The sintering process in metal injection molding involves heating fine metal powder to fuse the particles, which give rise to final harder and stronger parts. Sintering is the final major step to produce MIM parts.

Preparation for MIM Sintering
In order to understand how sintering fits into MIM, we need to start at the beginning of the metal injection molding process:
Select Perfect Feedstock
In order to satisfy your MIM projects performance requirements. We need to provide the perfect feedstock with suitable metal alloys powder and binder materials. This will yield the right results of MIM part’s physical and chemical properties.
The feedstock mix includes the basic fine metal powder you required, such as stainless steel, low alloy steel, nickel alloy, copper alloy, and titanium alloy, and special alloy (ASTM F15, ASTM F75, ASTM F1537). In addition, It also includes other substance as binder materials (polyethylene or polypropylene, wax and stearic acid), which is plasticized and injection molded in high temperature.
Injection Molding
Feedstock is heated to melted toothpaste consistency in injection machines. Then injected into molds through opening gates. After cooling process, we can get the green parts with corresponding three-dimensional structure. As green parts consist nearly 20% binder materials in volume. We cannot sinter them directly, an additional process of debinding is critical before sintering.
Debinding
Debinding utilizes various methods to remove most of the binder materials. In addition, left enough binder to hold parts size and geometry as backbone. We refer to these parts as brown parts. As binder removal methods depend on binder materials composition. After debinding process, only little binder materials left to keep structure. These parts still need to finish by sintering.
Sintering
MIM Sintering is a process to achieve optimal strength and hardness of final MIM parts. In this process, brown parts are placed into furnaces with protective or vacuum atmosphere. Precise temperature profile is controlled and monitored to specific temperature. The temperature is just below the melting point of the primary metal. In order to remove remaining binder in early cycle and bond metal particles together.
Difference in Sintering and Melting
People always confuse sintering and melting as similar, but there are significant differences. Melting actually heat the metal hot enough to change it from solid to liquid. However, sintering is different because we need to control heating process under metal molten temperature carefully. In order to achieve enhanced properties of metal alloys, such as different sintering effect on P.A.N.A.C.E.A steel. This encourages sintering to produce metal parts with high melting points easily.
Sintering process accomplish several stages with correct operation:
- Eliminating remain binder materials in brown parts.
- Reducing metal surface oxygen amount.
- Developing sintered necks between metal particles, reducing surface pores and increase parts strength.
The last stage is key importance to sintering process, which determine the properties of final MIM parts.
Issue in Sintering
There are some issues during sintering process, so MIM design step is critical in our business plan. Our engineering team has ability of finding out all the potential defects or issues. In order to avoid problems in final parts. These issues include no consideration of gravity or friction affections, which will give rise to warping. There are several options our engineers apply to minimize this issue, like adding support ribs, spacers or coining. Sagging is another issue in sintering. Special setters can support pieces area of most likely to sag upright, in order to solve this issue. In addition, we also can set a special ceramic tray with a runner to fix it.
As you have read our blog of sintering in MIM process, if you are interested in our new manufacturing technology. Contact our engineering team now for more detail information.