Debinding in Metal Injection Molding
Introduction
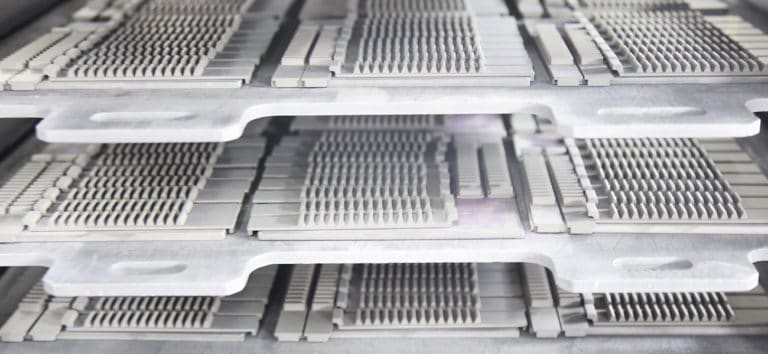
Debinding is a crucial process in metal injection molding, it is the most time-consuming stage. So the successful binder removal will create a porous, fragile brown part without deformation and defects.
Metal injection molding is an advanced manufacturing process for metal parts with complex geometry. It produces intricate parts from mixing of metal powder with combination of polymers, wax and surfactant. This process consist of four main steps: compounding, injection molding, debinding and sintering.
Debinding Methods
The binder system obtains a low viscosity melt in the injection molding process. It will replicate and retain part shape during the debinding process. Depending on the type of binder materials, there are three different techniques:
Thermal Debinding
High temperature in debinding furnaces will evaporate binder materials. After that, left final network and interconnected porosity on debound parts. In this process, temperature, atmosphere pressure, gas flow will affect final wax removal and operation time.
Solvent Debinding
Low molecular binder component will be dissolved into liquid solventia at low temperature. In this process, key factors will influence the weight loss and diffusivity coefficient of wax removal from green parts. Such as parts geometry, solvent to feed ratio, temperature and solvent type.
Catalytic Debinding
Catalysts can break binder materials into small volatile molecules. Furthermore, it promotes a uniform and rapid debinding from the exterior surface into the center area. Catalyst concentration and gas flow rate are main factors to influence catalytic debinding rate.
As the goal is to remove binder materials in the shortest time with the least impact on the molded parts. In order to remove binder materials effectively, we should analyze the detail binder composition, and select the most suitable debinding method.

Normal Debinding Process
In most MIM feedback, the binder materials consist of polyethylene or polypropylene, wax. As these materials have different melting and vaporization temperature. Therefore, we need to remove these materials in 2 separate stages, and avoid any deformation and defect in the debinding process. Because these kinds of binder removal depends on the part thickness, ZCMIM set upper limits on section thickness to 50 mm.
Normal MIM binder system composition:
| Composition | Chemicals | Melting temperature (℃) |
| Polymer 1 | Polymethyl methacrylate(PMMA) | 157 |
| Polymer 2 | Polypropylene(PP) | 165 |
| Wax | Paraffin wax | 60 |
| Stearic acid | Stearic acid | 70 |
As we can notice that paraffin wax, has lower melting temperature than polymer materials like polymethyl methacrylate(PMMA) and Polypropylene(PP). In order to increase binder removal efficiency and avoid any deformation and defect of green parts. Separate debinding normally remove wax at first, and then polymer next.

Wax Debinding
As wax removal is the first step. In this step, we always apply 2 different methods to remove paraffin wax or polythylene glycol at low temperature.
Thermal wax removal
Thermal wax debinding is the most common method. Green parts will be set in debinding furnaces on chambers. Then increase furnaces temperature above the wax melting temperature, and pitch the chamber on a 3° tilt. In order to collect molten wax from the chamber wall and bottom into the wax reservoir pot. Meanwhile, gas flow will sweep away a large volume of wax vapor, the gas flow rate should be up to 25 time greater than hot zone volume per hour for effective wax removal. Therefore, The retort gas flows over trays to sweep away wax off-gases and provide constant pressure in resort during debinding. This wax debining method is successful for stainless steel MIM processing, it has advantage of lower initial investment, lower operation and maintenance cost.
Solvent wax removal
In this debinding process, solvent extracts out paraffin wax or other soluble binder materials. We normally apply acetone or heptane as solvent for this binder composition. There are 2 kind of solvent wax removal methods. In the first method, green parts will be immersed in 60℃ temperature solvent with continuous stirring for hours, then dried in ovens to remove remaining solvent and cooled down. In the second method, we place green parts in a solvent bath of vaporized heptane or acetone at the temperature of 60℃ for hours.
Temperature of solvent is the key factor to affect wax removal efficiency. therefore, the solvent debinding temperature affect the diffusion and solubility of wax directly. 60℃ is the optimum temperature close to paraffin wax melting temperature. In conclusion, this temperature can encourage the highest percent of wax loss and avoid any deformation and defect on green compact. Otherwise, too high extracting temperature will affect debound compacts quality, give rise to swelling and crack generation on debound parts surface.
Solvent debinding still take longer time than catalytic binder removal. However, it has advantage with lower investment and operation cost in total process.
Polymer Debinding
Polymer materials in binder system have higher melting and degradation temperature than paraffin wax. For instance, polymethyl methacrylate (PMMA). So in the polymer removal process, thermal debinding at optimum degradation temperature is the most effective method. At this temperature, ploymer materials will be broken down into CO, CO2 and low molecular weight hydrocarbon gases. Furthermore, this polymer debinding is in a vacuum furnace, in order to avoid oxide formation on the surface of metal powder.
After polymer debinding, there are still some porous polymer ligament in brown parts. It will bind and hold metal particles together to provide sufficient supporting strength for brown parts. These component will be removed in the final sintering process.
Catalytic Debinding Process
As the invention of Catamold system based on polyoxymethylene by BASF. Catalytic debinding has high binder removal rates, which is almost 40 time faster than traditional thermal or solvent debinding.
In catalytic debinding process, polyoxymethylene is the main composition in Catamold binder system. Furthermore, once it is exposed to suitable acid catalyst like high concentration of gaseous nitric acid at temperature of 110℃. It can be decomposed directly into small volatile molecules as CH2O (formaldehyde) unit. These small formaldehyde gases will overflow through the porous layer surface of molded parts easily. In addition, these gas won’t damage the powder particle accumulation structure.
There is no thickness limitation in catalytic debinding process. The small molecules generated in the catalytic process have high vapor pressure. Therefore, it will minimize capillary condensation in the porous structure, and encourage thick part sections to be debound. Catalytic debinding rate will decrease as parts thickness increase, in reason of capillary condensation and diffusion limitation. So high gas flows through the debinding oven will optimize catalytic debinding rate.
After the catalytic debinding process, there is about 10% acid-resistant component left to bind metal powder together. Thus, the remaining materials support sufficient strength for parts structure in further operation process. These acid-resistant material will be removed in the sintering furnace.
In conclusion, ZCMIM engineering team has great experience in different debinging technology, in order to provide excellent debound parts with the least deformation and defect. If you have any question in debinding, please contact our engineering team for detail information.