Metal Injection Molding Powder
Metal injection molding (MIM) powder is the basic of MIM feedstock, MIM power determines the sintering process and final properties, while additional binder materials determine the injection molding process and debinding methods. Therefore, MIM powder is the most critical element for final properties.
In metal injection molding, different characteristics of MIM powder result in various effect on final properties of same alloy. The main characteristic including: alloy types, different atomization techniques, particle size distribution, combination methods.
MIM Power Alloys
MIM feedstock is able to achieve high density and withstand the debinding and sintering process in metal injection molding. High quality MIM feedstock can provide high sinterability and keep the minimum furnace maintenance. This feedstock is consistent, well molding and easy debinding. The extensive experience in binders and polymers system is the base for high quality feedstock offerings.
In metal injection molding, MIM powder is available in a wide range of alloys. Depending on different core element in alloys, we can classify these alloys into following types.

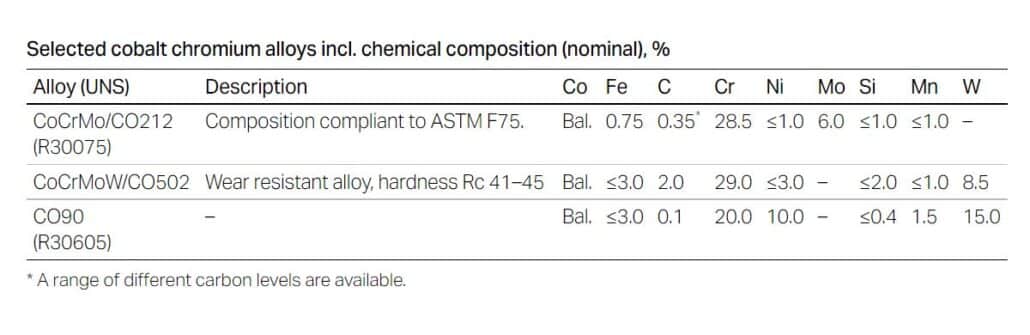
Cobalt Alloys
Cobalt-based alloys have good magnetic properties, corrosion and wear resistance, high temperature strength. In these alloys, cobalt core is alloyed with other metals elements like, chromium, tungsten, nickel and iron. Cobalt-based alloys is used in tough and challenging environments with high temperature and acids.
Cobalt-alloys powder for MIM are applied in application with good corrosion and wear resistance requirements, jet engine turbines and gas turbine generators are two typical industrial applications for cobalt-based alloys. These excellent alloys are also used for dental and medical implants.
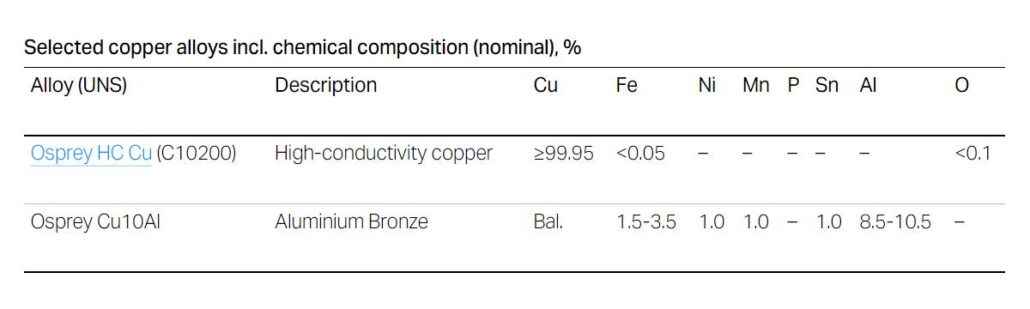
Copper Alloys
Copper alloys have high conductivity, this alloys is used for applications high thermal and electrical conductivity, such as heat exchanger, heat sinks, electrical connector, induction coils. We normally apply nitrogen gas-atomized technology to produce copper MIM powder, this powder has a low oxygen content and residual trace elements.
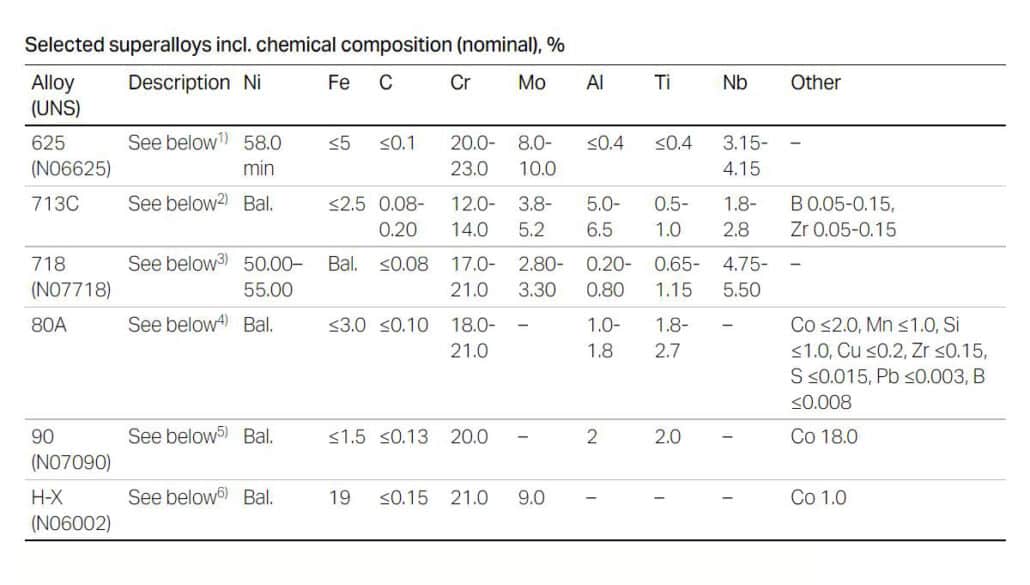
Nickel Alloys
Nickel alloys is also called supper-alloys, these alloys are used in application with high-temperature corrosion and oxidation resistance. Nickel-based alloys are attractive as the high potential in cost reduction. In addition, it is vital to optimize the sintering step in MIM process, in order to obtain the high strength of nickel-based alloys.
The aerospace industry achieve various benefits by the combination of nickel-based alloys and metal injection molding technology. Such as jet turbines, gas turbines, pressure vessels, aero engines, turbochargers and chemical processing components.
Titanium Alloys
Titanium alloy powders are normally manufactured by electrode inert gas atomization (EIGA) system with the highest international standards. This powder has excellent characteristics of high purity, homogeneous microstructure and excellent consistency. Titanium powders are critical for applications with significant weight saving and high performance, such as medical, aerospace.
Otherwise, we also can divide various alloys by its unique properties and applications.
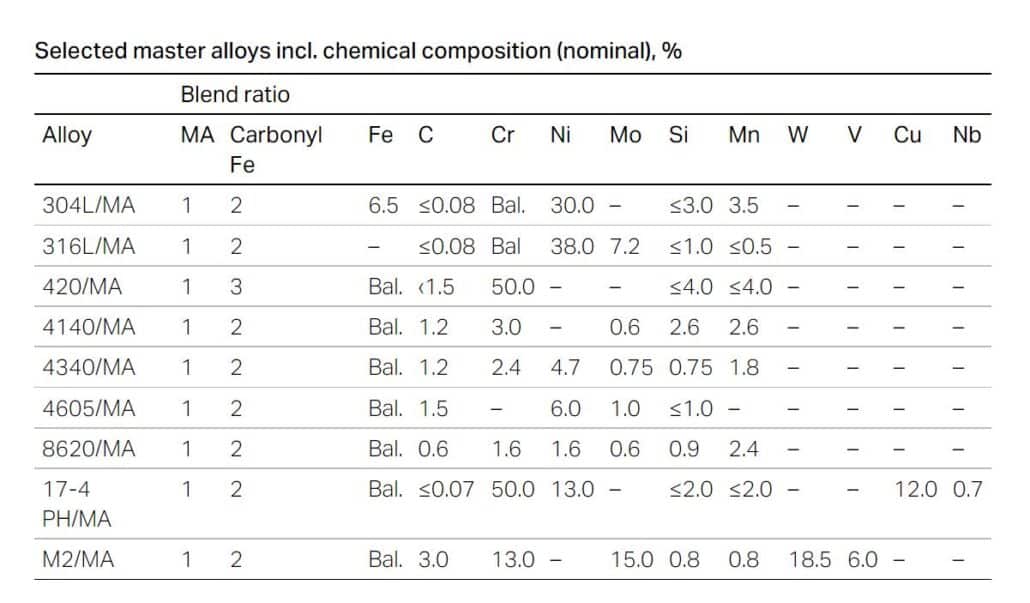
Mater Alloys
Mater alloy powders are specific for metal injection molding (MIM), the mater alloys blend with carbonyl iron powder, in order to achieve the chemical composition equivalent with pre-alloys powders after MIM sintering.
Mater alloys have various benefits:
- Low distortion in both molded (green)and sintered state.
- Shorter sintering time than pre-alloys.
- High sintered density.
- Mechanical properties equal to wrought materials.
The typical mater alloys with chemical composition are in the following picture:
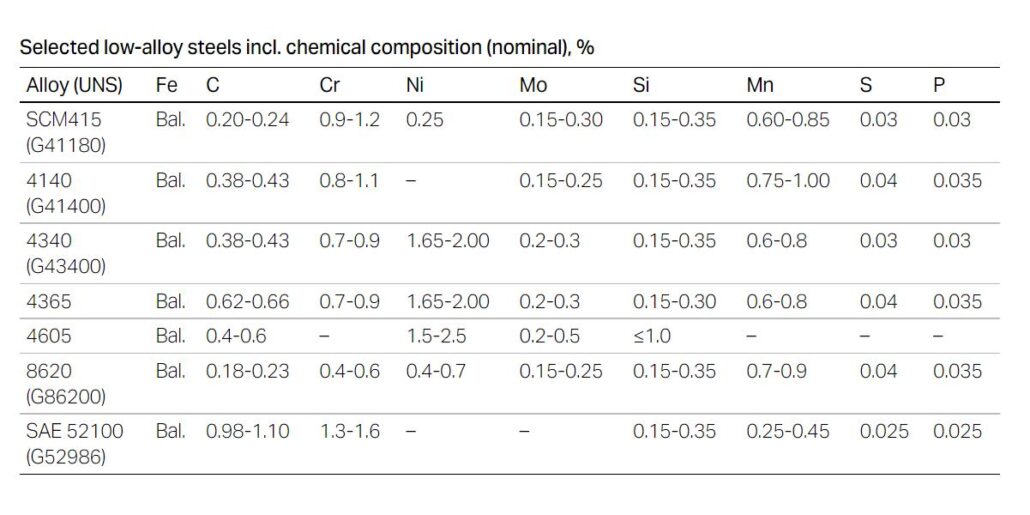
Low Alloy Steels
There are a wide range of low-alloy steel metal powder used in metal injection molding (MIM). the typical low-alloy steels with chemical composition are in the following picture:
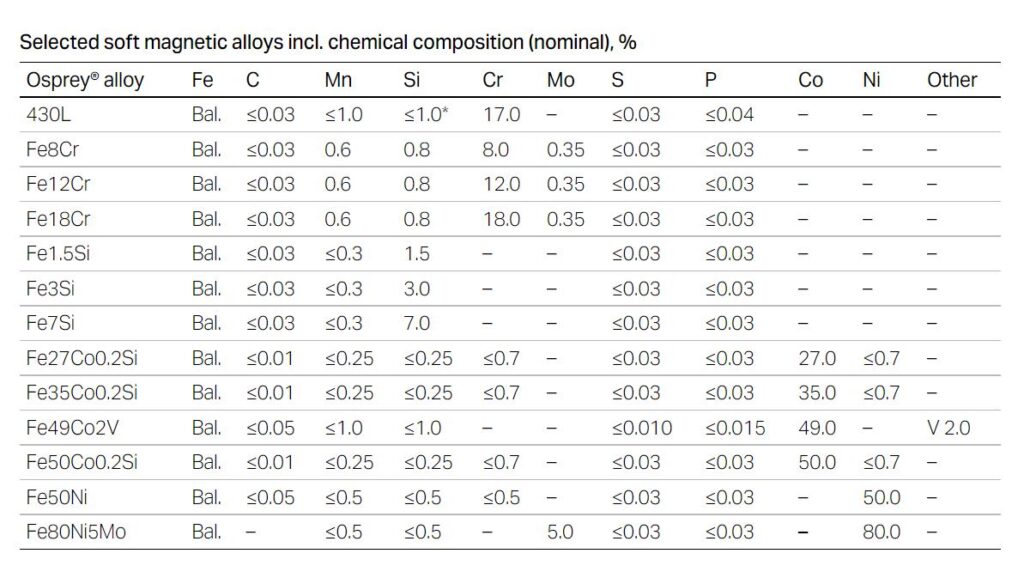
Soft Magnetic Alloys
Soft magnetic alloys have unique properties in metal injection molding industry, the nominal chemical composition of soft magnetic alloys are in the following picture:
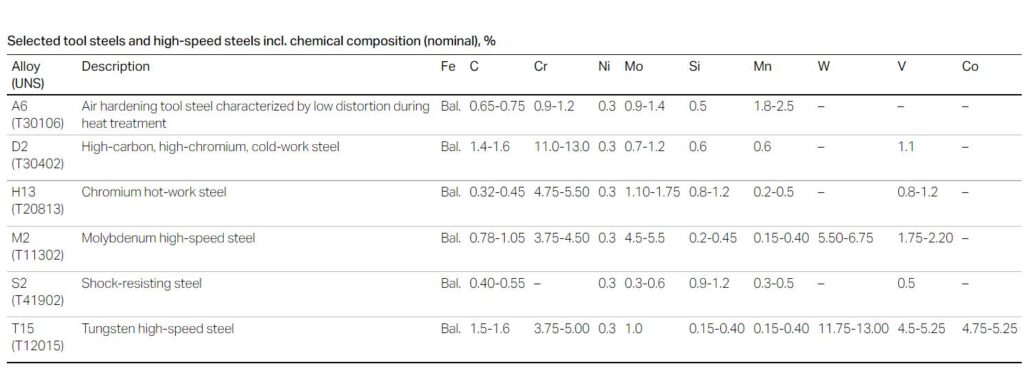
Tool Steels and High-speed Steels
Tool steels and high-speed steel are hard, wear-resistant and tough, it can withstand softening at elevated temperatures. Generally, these alloys are heat-treated to improve hardness for cutting, forming, stamping and shearing. Nickel is the critical element in tool and high speed steel to improve performance in high temperatures.
Stainless Steel MIM Powder
Stainless steel is the most common MIM material in metal injection molding industry. According to the classification of iron structure at room temperature, stainless steels are divided into duplex, autenitic, feeritic, martensitic and precipitation hardening(PH).
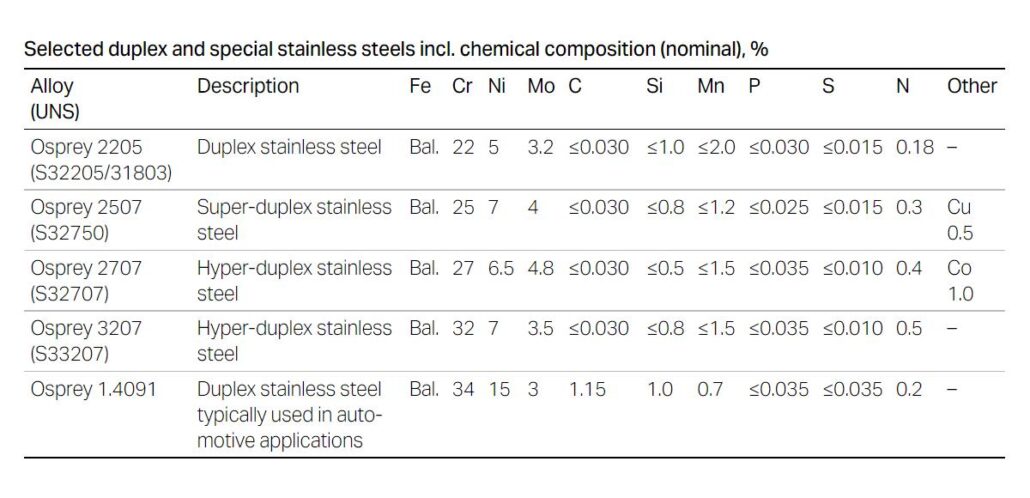
Duplex Stainless Steel
The typical duplex stainless steels are in the following picture, you can check the nominal chemical composition.
Austenitic Stainless Steel
Stainless steel 316L is the most common austenitic stainless steel, we can check the typical austenitic stainless steels in the following picture:
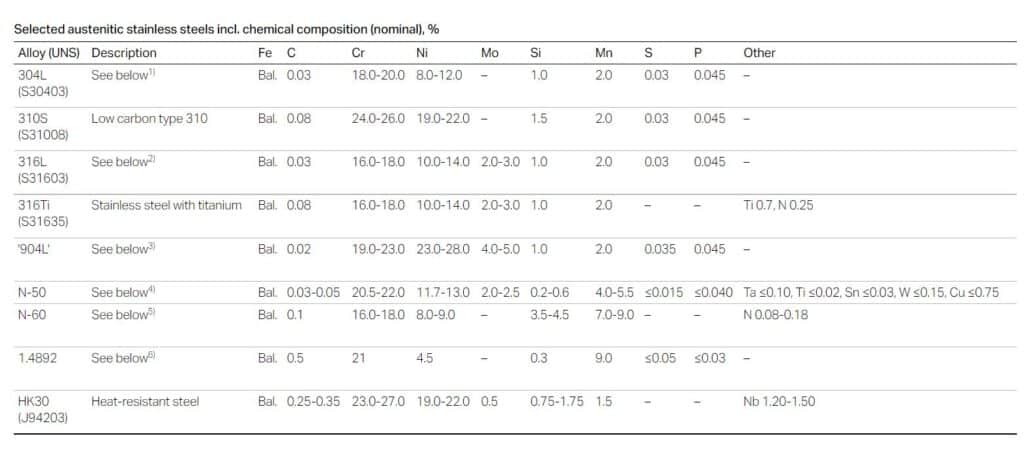
Stainless steel 316L is the right MIM stainless steel for application demands of very high corrosion resistance, such as applications in medical, dental, luxury and IT related segments. 316L is one of the most common stainless steel, it combines extremely high corrosion resistance with medium strength.
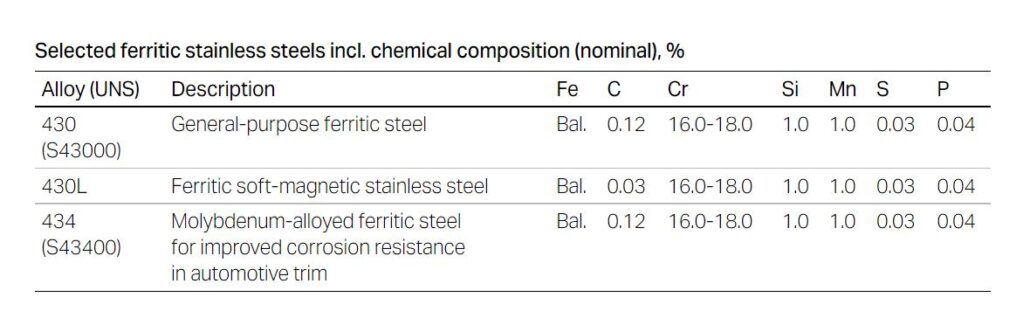
Ferritic Stainless Steel
Stainless steel 430L is the most common ferritic stainless steel, it has both soft-magnetic property and corrosion resistance. The typical ferritic stainless steels are in following:
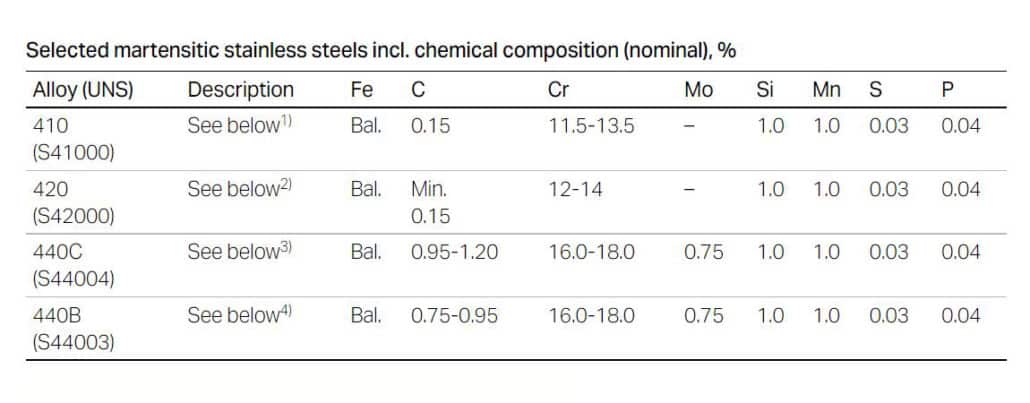
Matensitic Stainless Steel
Stainless steel 420 and stainless steel 440C are the two common matensitic stainless steel, the typical matensitic stainless steels are in following:
Precipitation Hardening Stainless Steel
Stainless steel 17-4PH is the most common precipitation hardening stainless steel, we can check the typical precipitation hardening stainless steels in the following picture:
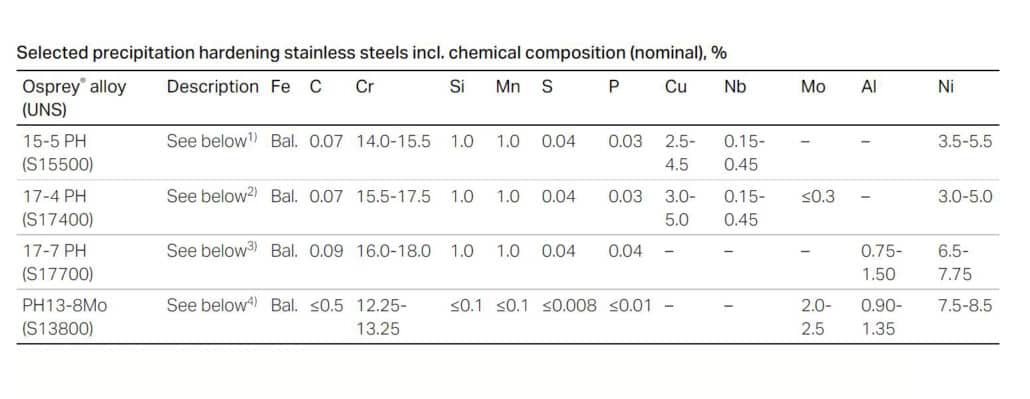
Stainless steel 17-4 PH is a precipitation hardening MIM steel, it combines high strength and hardness with corrosion resistance. Therefore, it has attractive combination and balance of excellent properties. This makes it suitable for wide application, from automotive and tooling, IT segments.
MIM Powder Manufacturing Methods
In metal injection molding market, the average powder size distribution (PSD) of D50 is 10 μm, this is a smaller range than powder metallurgy industry. According to the cooling media in atomization process, the MIM powders are in 2 types: water atomized powder, gas atomized powder.
- Standard MIM powder size: < 20 μm (microns)
- Supper fine MIM powder size: 10 μm (microns)
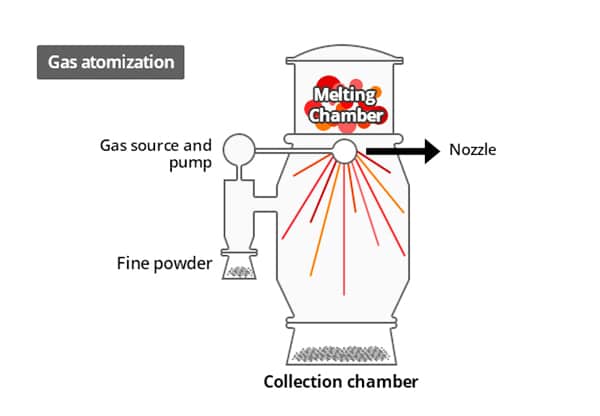
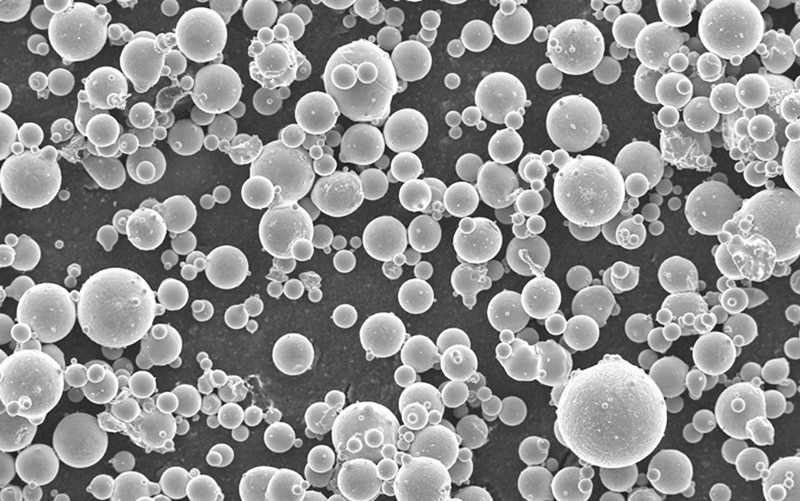
Gas Atomized Powder
Gas atomized powder has a spherical morphology, this results in high packing density. The most common methods in gas atomization are inert gas atomization (IGA) and vacuum insert gas atomization.
Inert Gas Atomization
IGA technology apply inert gas to broken melt metals and protect from oxidation. This method is used in various alloys, from Sn, Pb, to Au, Ag, Cu, CO, Ni and Fe alloys. This kind of metal powders have wide applications in thermal spraying, hard facing, brazing, dentistry, MIM, HIP and AM. The oxygen contents of air-atomized powder are typically in the range 100-500 ppm, this is far lower than water-atomized powders. The particle shapes are spherical, while agglomeration and satelliting is difficult to avoid. For Fe, Ni, Co alloys, the median particle sizes are 10 – 50 μm.
Vacuum Inert Gas Atomization
VIGA technology apply a vacuum chamber to melting and pouring the metal alloy before atomization. It is suitable for the production of oxidation-sensitive and reactive alloys. Especially Fe-, Ni- and Co-based alloys containing Al, titanium and rare earths, including super-alloys like IN718, maraging steels, M-Cr-Al-Y alloys. This technique allows the production of super-alloys for aerospace and defense applications in MIM and AM industry. The typical oxygen contents in VIGA power are 50-200 ppm.
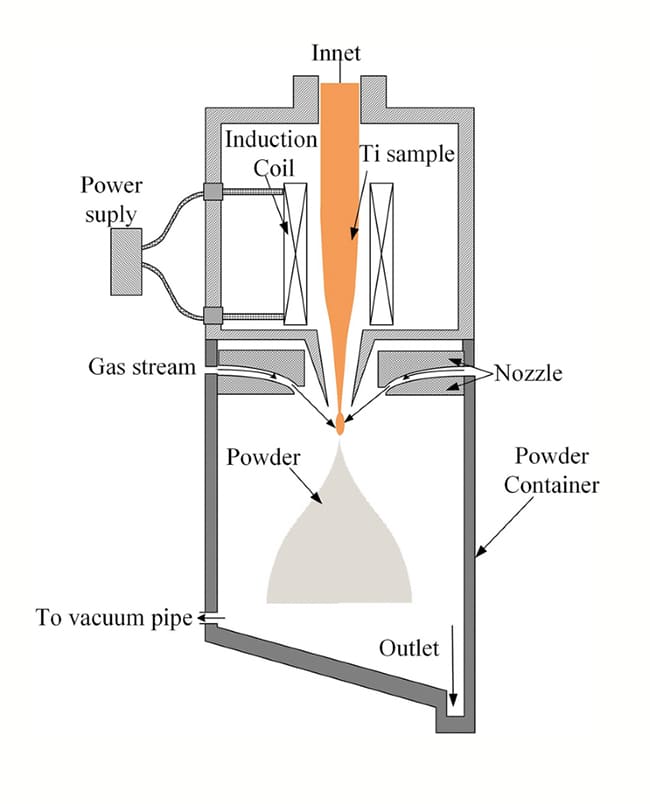
Electrode Induction Gas Atomization (EIGA)
Electrode induction gas atomization is a ceramic-free variant of gas atomizaiton, it applies a rotated electrode or bar to drip melting metals. This process is widely used for Ti alloy production, the melt rate is typical 10-30 kg per hour, this results in very high argon gas consumption.
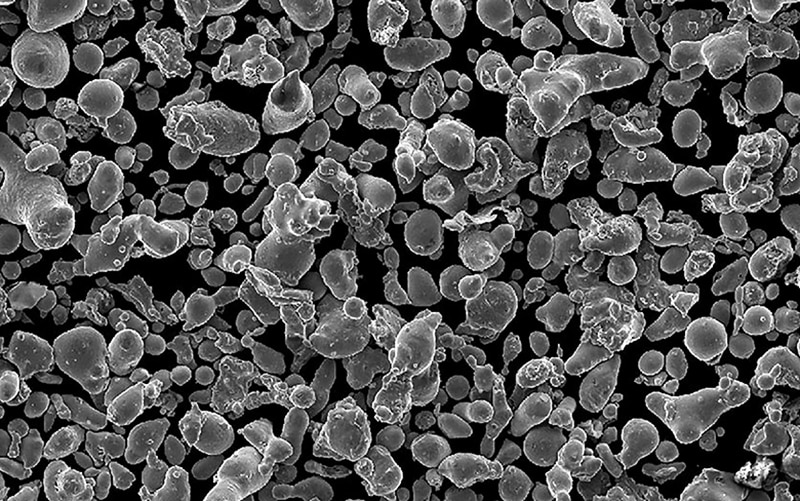
Water Atomized Powder
Water atomization technology is compatible with most conventional high-performance stainless steels and alloys. It has special particle size distribution with standard size, typically smaller than 20 μm.
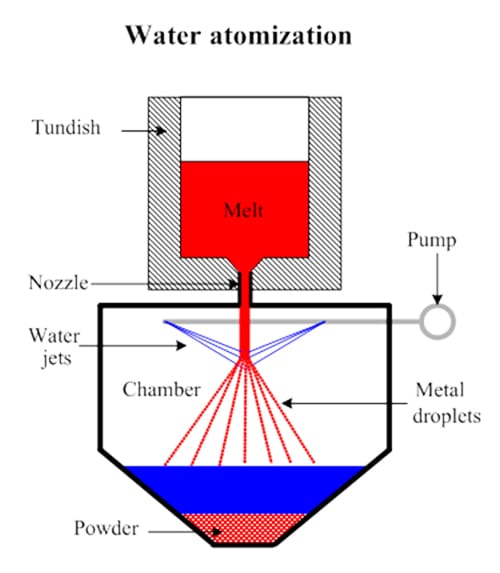
Common Water Atomization
Water atomization applies high pressure (3-20 MPa) water sprays to broken up molten metals. The inerting of atomizing chamber allows production of Fe powder, alloys steels like stainless steel, tool steels. The particle size for steels is in range from 20 to 100 μm. As the rapid quench of water jets, the powder shape is irregular. The apparent densities are as 20% to 50% of solid.
Ultra-High Pressure Water Atomization
UHPWA applies very high water pressures (100-200MPa) to atomize molten metals. The water jets are supersonic in this high pressure, moving at velocity of 400 – 500 m/s. Therefore, this atomized method can produce very fine steel powders with median particle size around 10 μm. Because of the high surface area of fine powder and oxidation potential of water, the oxygen contents are typically in the range of 2000-5000 ppm. The particle shape also ranges from irregular to fairly spherical. These UHPWA powders have high tap densities of 4.5g/ml.
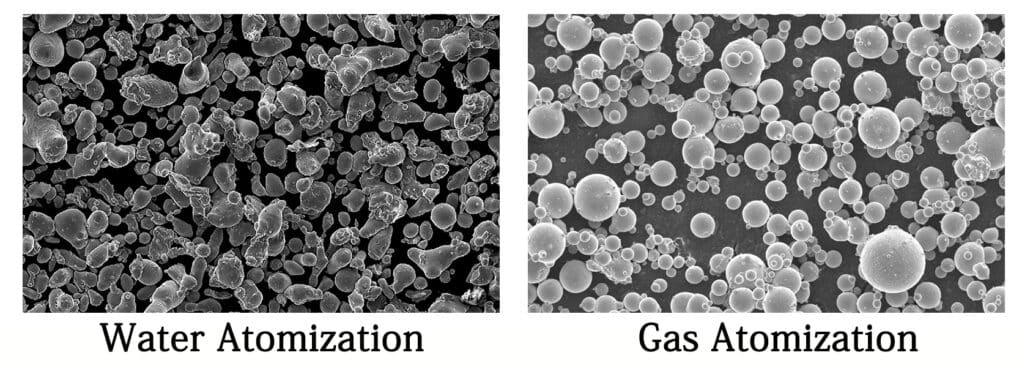
Difference between Water and Gas Atomized Powder
From the SEM image of gas atomized and water atomized powder. The water atomized powder has higher oxygen content and more variety in shape. However, water atomized powder has low production cost, the cooling rate of water atomization is faster than the gas atomization. In titanium powder atomization, because of its reaction with oxygen in water, and extremely high elevated temperature, water atomization method is not suitable. Ferrous powders, especially stainless steel powders, are producing by water atomization technology, this method has 50 years research and development.
MIM Powder Choice
Particle Size (Particle Size Distribution)
The major atomizing techniques naturally determine the optimum choices for powder production. In metal injection molding, the correct powder size is a vital economical factor. Therefore, the chief concern of MIM powder is to promote high sintering activity, the typical specifications are the median size of 10 microns with a D90 of 20–30 microns. In this case, gas atomization can provide the yield of 50%, while UHPWA can reach the yield of 70-80%. Furthermore, the employing of inert gas atomization can achieve low oxygen content, it is most popular for super-alloys with less reducible oxides.

Particle Shape
Furthermore, particle shape is another important factor in metal injection molding. This factor is normally impacting the flowability of MIM powder, especially in satelliting, where smaller particles adhere to larger ones. Gas atomization has high efficiency of anti-satellite, it results in good flow properties and high packing density in MIM process.
Conclusion
ZCMIM engineering team has excellent experience in the selection of MIM powder. We are able to optimize the MIM process from the atomization technology. Normally, both gas and water atomization powder are applied depends on different property and cost requirements.
Contact our engineering team for more information of MIM powders.