Metal Injection Molding vs Powder Metallurgy
Introduction
Metal injection molding (MIM) vs powder metallurgy (PM) are both powder based metalworking technology for metal parts. Meanwhile, both MIM and PM technology is suitable for small-size metal products with high quality. Manufacturers in worldwide are purchasing to produce high-quality metal components with complex geometries. They prefer freedom to design components without sacrificing cost. Traditional casting methods are no longer able to satisfy these special requirements. Therefore, new molding process like metal injection molding (MIM) and powered metallurgy (PM) is becoming more suitable for metal parts with high tolerance, excellent surface and specific properties.
Metal Injection Molding vs Power Metallurgy Process
Metal injection molding (MIM) is a metalworking process, it applies powdered metal particles with binder materials to create net-shape metal parts and components. Furthermore, different from other technologies, MIM is able to produce small and complex parts at a lower cost. It is the only suitable technology for thin wall specifications as thin as 0.1 mm. In addition, its unique injection molding process can consolidate multiple parts in one single.
Metal Injection Molding (MIM) Basic Process:
Firstly, mix metal powders with polymer binders for MIM feedstock.
Secondly, inject feedstock into molding machines for certain shape parts – Green Parts.
Thirdly, remove binders by chemical or thermal debinding process – Brown Parts.
Finally, Sintering brown parts for metal powder densification and metallurgical bonds formation.
Power Metallurgy (PM) Basic Process:
Firstly, mix or blend specific metal powder and lubricant.
Secondly, form certain shape in die by compact press.
Finally, sinter compressed parts in furnaces to final parts with powder metallurgical bonds.
MIM vs PM Main Difference
MIM vs PM Materials
Although MIM and PM use the same base metal powders and custom metal alloys, the key difference between MIM vs PM material is particle size. MIM powder (2-15 micron) is smaller than PM powder (50-100 micron), which gives rise to less parts porosity in MIM process. Therefore, MIM parts density will achieve to more than 95% after sintering, while PM parts can only get 92% in maximum.
In addition, the cost of powered metal is another key factor once comparing metal injection molding (MIM) vs powder metallurgy (PM) materials. Powder metallurgy (PM) powders are less expensive. However, metal injection molding (MIM) are more expensive, in reason of its finer powder size requires more process and energy to produce. Therefore, more expensive materials of finer MIM materials, metal injection molding produces final MIM parts with significant less porosity.
Design Freedom

PM forms parts sharp in use of high-pressure uni-axis compaction, so it is more suitable for simple shape with easily ejection form mold cavity. While in MIM technology, there are very few geometrical restrictions for 3D design freedom. Therefore, MIM can combine 2 or more sub-components into one single parts. In following, there are normal MIM design improvement:
- Part consolidation: MIM will combine separate sub-component into one MIM parts.
- Uniform wall thickness: MIM can uniform all parts wall thickness to produce high tolerance products.
- Coring and mass reduction: MIM utilize coring to reduce material waste, and never affect parts application in further usage.
- Holes and slots, Undercuts, Threads: All these items are used for further assembly with other components.
- Knurling, letter, and logos: MIM use these items to improve metal parts surface appearance.
In order to familiarize the main difference between metal injection molding (MIM) vs powder metallurgy (PM), we summarize the common different characteristics as following table.
| Parameters | Metal Injection Molding (MIM) | Powder Metallurgy (PM) |
| Density | 94-98% | <93%(Max) |
| Powder Particle size | 2-15 micron (µm) | 50-100 micron (µm) |
| C)ost | Medium | Low |
| Miniaturization | High | Medium |
| Geometric Complexity | High | Medium |
| Design Flexibility | High | Medium |
| Thin Wall Capability | High(0.30-10 mm) | Medium(2-20 mm) |
| Material Ranges | High | High |
| Production Quantity | High | High |
| Post-operation Feasibility | Good | Poor |
| Dimensional Tolerance | High(0.2-0.5%) | High(0.1-2.0%) |
| Weight | 0.1-200 gram | 1-1,000 gram |
Physical Properties
As PM form parts shape in unique axis, the friction and tension between metal powder and mold surface will result in non-uniform of final parts. By contrast, MIM parts can uniform friction and tension in all directions. Finally, MIM parts will display higher physical properties like surface appearance, corrosion resistance than PM parts. In addition, MIM sintering temperature (1280℃-1370℃) is much higher than PM (980℃-1100℃) for the same material. The combination of very fine metal powder result in MIM parts has better physical properties like toughness and fatigue strength comparing with PM parts.
We summarize the main physical properties of metal injection molding vs powder metallurgy:
| Metal Injection Molding (MIM) | Powder Metallurgy (PM) | |
| Elongation | High | Low |
| Hardness | High | Low |
| Surface Finish | High | Medium |
| Tensile Strength | High | Low |
MIM vs PM Unique Characteristics
Excellent for Complex Geometries
MIM is excellent for intricate design parts. Liquidized feedstock and injection molding can form into any structure with corresponding mold cavity. Unlike PM process only can die-cast metal powder into required shape. MIM can create complex geometries by various mold cavity structures. In addition, it is cost-effective to combine several departed components into 1 single MIM parts.
On contrary, PM technology only can produce these components respectively, and then, assemble them into final production with manual power. As consideration in these case, we can easily recognize MIM is a more cost-effective way than PM for parts with complex geometries.

High Temperature Sintering
In MIM and PM process, sintering temperatures are different from each other for the same alloy materials. Therefore, MIM sintering process will add substantial cost in manufacturing process compare to PM. On the other hand, we need to consider other outstanding returns as following:
High Tolerance
MIM technology utilizes smaller size powders and higher temperature sintering. It will remove binders and other impurities. In order to achieve actual dimension with higher tolerance as design than PM.
High Density
Higher sintering temperature encourage more metal powder molten to elimination surface pores in process. So MIM parts density is higher than PM parts.
Delicate Surface
MIM parts surface toughness can reach to 1 µm, this is perfect for further secondary operation without additional machining process. By contrast, PM pasts need polishing process before further surface treatment.
Corrosion Resistance
MIM parts with high density and delicate surface guarantee its higher corrosion resistance than PM.
High Fatigue Strength
Higher temperature sintering process will no doubt increase metal physical properties like fatigue strength. Therefore, MIM parts will performance better than PM parts with the same materials.
Cost-effective MIM Manufacturing
Volume & Complexity
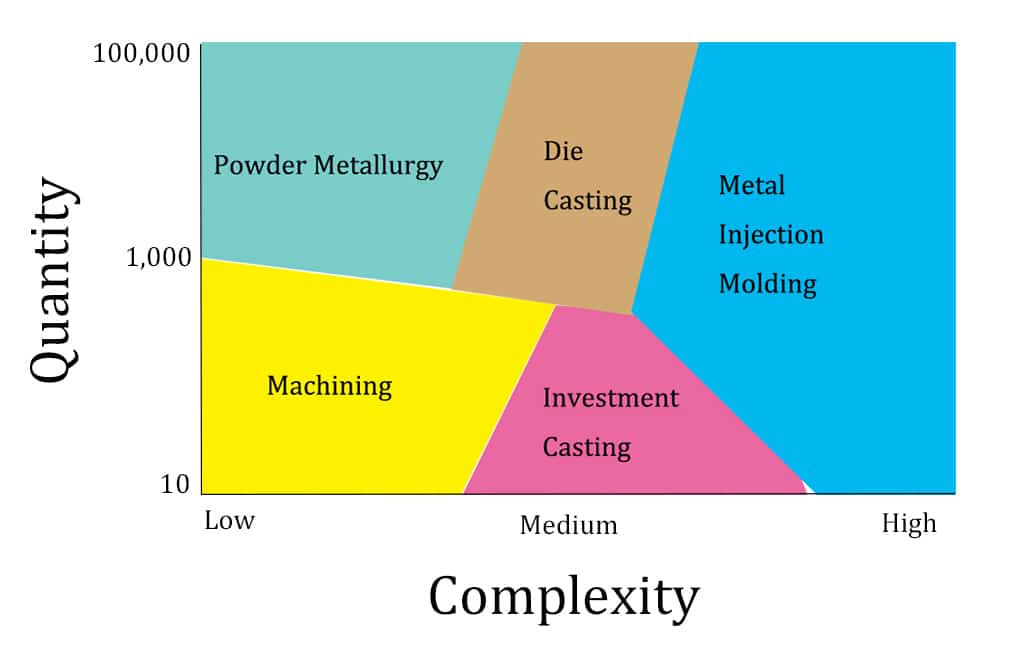
In order to select the most cost-effective way of metal parts manufacturing, we need to analyze your projects of parts volume and complexity. PM may be cost-effective for simple parts. However, MIM is able to produce complex geometry metal parts with significant cost saving in secondary operation. Especially for two or more substantial components, which need to be assembled in further operations. MIM technology can produce these kinds of component as only one MIM part. This will save the total cost of materials, design, assembly, and logistic. In addition, MIM will reduce failure rate in manufacturing process.
As illustrated in the following graph, we should consider parts complexity and volume degree to select the most economical manufacturing choice. PM only can satisfy simple structure metal parts’ requirement, MIM is able to solve complex geometries option.
MIM Manufacturing Advantages
Metal parts manufacturing is a complex process, which is affected by various factors. Once you are planning your next projects, you need to consider all of them. As following, we provide the critical factors you should notice:
- Size & Weight limitation: Your metal parts size & weight will determine main manufacturing way. PM and MIM are both suitable for small metal parts in size & weight range of 1-200 grams.
- Tolerance limitation: MIM is most suitable for metal parts with high tolerance. If you need high precision metal parts, MIM is the only optimum choice.
- Secondary operation: MIM parts are convenient for further secondary operations. Once you are planning to add further surface treatment like coating, painting or anodizing, MIM is the most perfect manufacturing way.
- Property requirement: MIM parts have almost 100% physical properties as raw materials. If your metal parts require special metal physical properties as electrical and thermal conductivity, high fatigue strength, MIM technology will satisfy all your requirement easily.
- New functions: MIM is more suitable for specific projects without fulfill functions or areas in past days. Such as, we can produce new design details with new function optimization, but only require simple adjustments in MIM manufacturing. MIM technology provide more production possibilities than PM.
Metal Injection Molding Manufacturer
ZCMIM is a professional metal injection molding manufacturer in China, we provide consistent MIM parts with high efficiency and low cost for worldwide customers. We build efficient molds for high-volume production with complexity to avoid costly secondary operations.
If you are planning your new MIM project, contact us for professional recommendation.