Sintering Effect of P.A.N.A.C.E.A.
Introduction
P.A.N.A.C.E.A is a nickel-free stainless steel, it is also known as X15 CrMnMoM17-11-3. It has unique non-magnetic property, which makes it wide applications in consumer electronic industry with metal injection molding (MIM) technology. Otherwise, In MIM manufacturing process with this alloy, we should notice the abnormal ferromagnetism will result in improper sintering profile design. Therefore, we need to consider the original cause between sintering parameters and final abnormal magnetic property. In order to produce customized MIM parts with required non-magnetic property.
Metal injection molding technology is increasing the demand of metal components in communication and electronic industries. Especially for metal components with properties of high-strength, high-corrosion resistance, non-magnetism and excellent surface quality. P.A.N.A.C.E.A as an austenitic stainless steel, has combination characteristics as above properties. However, the final sintering conditions are critical for final MIM parts characteristics. Therefore, in MIM manufacturing process, we should notice the sintering effect on microstructure of δ-ferrite/austenite and elemental composition, and discover the reason of abnormal ferromagnetism phenomenon in P.A.N.A.C.E.A austenitic steel. Finally, develop the optimum sintering parameters, in order to obtain non-magnetic MIM component with higher nitrogen concentration.
Magnetic Mechanism of Austenitic Stainless Steel
Non-magnetic stainless steel will never affect the operation and functioning of electronic devices, especially in 3C industry and medical electronics. This encourages the development of non-magnetic stainless steel. In order to satisfy electronic and medical applications in operation environment with strong magnets, alternating electrical fields, or magnetic resonance imaging. There is no magnetic interaction between the electromagnetic devices and the applied materials. On the other hand, electromagnetic valves only can operate normally with ferromagnetic parts.
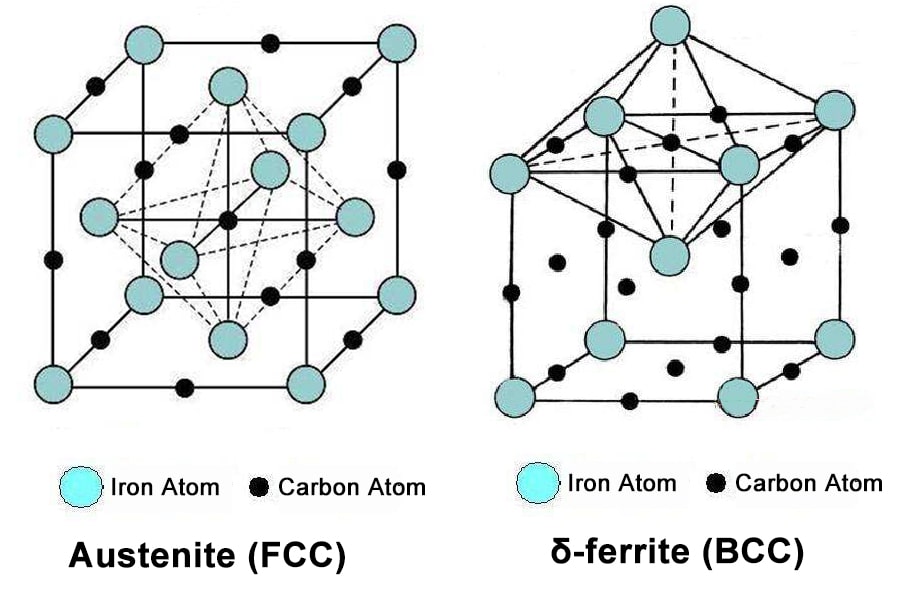
The magnetic properties of materials are impacted by material composition, metallic crystal structure, processing method and physical condition. Normally, except the austenite (FCC)grades, other stainless steel phase formation (δ-ferrite, martensite) have strong responding to magnetic field, the magnetic permeability is the measurement of extent to which a magnet attracts the material. Austenitic stainless steels have the crystallographic FCC (Face Centered Cubic) at room temperature. This structure is non-magnetic, because the magnetic moments associated with iron atom are in the alternating arrangement. This austenite phase structure cancels out any net magnetic moment. Therefore, the relative magnetic permeability is determined by FCC/BCC fraction in final MIM parts.
Sintering Controls for P.A.N.A.C.E.A
P.A.N.A.C.E.A has several attribute advantages comparing to conventional alloys, such as high yield and tensile strength, high strength-fracture toughness combination, high strain hardening potential, resistance to deformation-induced martensite formation, non-ferromagnetism with low magnetic permeability, high resistance of pitting, crevice and inter-granular corrosion. Therefore, we need to optimize sintering conditions of P.A.N.A.C.E.A in MIM process. Especially in the viewpoint of element composition variation, microstructure and phase differentiation, which are main factors influence magnetic intensity of P.A.N.A.C.E.A MIM parts.
Normally, once the relative magnetic permeability is lower than 1.01μrel, we classify the stainless steel as non-magnetic or paramagnetic. From the scientific data, we can identify that the crystal structure of FCC (Face Centered Cubic, austenite) and BCC(Body Centered Cubic, δ-ferrite) are the main elements to affect the ferromagnetism behavior of MIM parts.
In microstructure and composition analysis, we can find that there are two key elements for autenitic phase formation: Manganese and Nitrogen.
Nitrogen (N) can stabilize the austenitic phase strongly, it resists against undesired δ-ferrite and suppresses martensite formation during deformation process.
Manganese (Mn) is another stabilization element for austenite structure, but its sublimation occur at relatively low temperature and partial pressure, about 10-3 Pa at 700℃. In addition, higher sintering temperature will lead to higher manganese partial pressure. Therefore, Mn element will reduce significantly in high temperature stainless steel sintering process. This Mn reduction will break the equilibrium state of austenite, and transform FCC austenite structure into BCC δ-ferrite. Finally, impact the ferromagnetism behavior of MIM sintered parts.
All in all, we should optimize the sintering conditions to minimize Mn sublimation and evaporation, and maximize nitrogen content in final MIM parts. Normally, we can achieve non-magnetic or paramagnetic parts by following ways:
- Increasing sintering operation pressure
- Secondary sintering holding step
- Adjusting sintered density
Increasing Sintering Operation Pressure
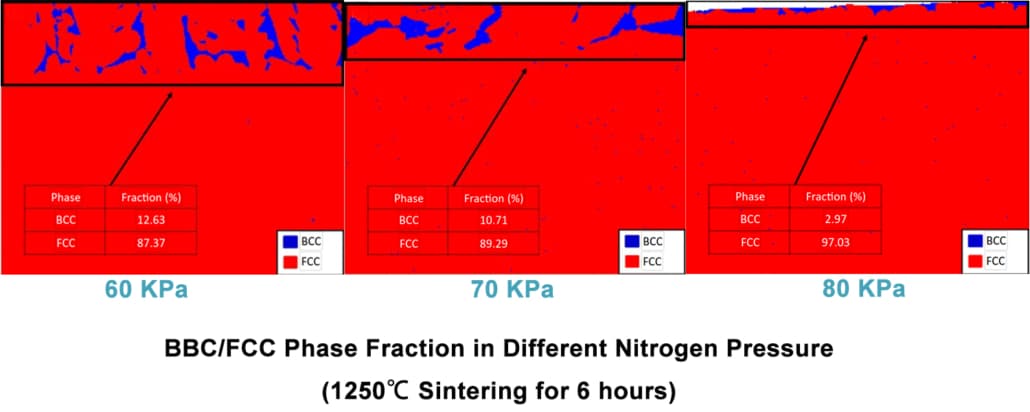
Sintering under high-vacuum conditions is adverse to reach high content of final MIM parts. And also generate severe Mn evaporation or sublimation phenomena. Therefore, we optimize P.A.N.A.C.E.A sintering conditions in N2 atmosphere to the nitrogen content, and increase sintering operation pressure to reduce the Mn evaporation intensity. Finally, suppress δ-ferrite formation and reduce relative magnetic permeability.
In normal sintering conditions of 60 KPa N2 atmosphere, final sintered MIM parts can get nitrogen content of 0.56% with magnetic permeability of 1.056μrel. However, once we increase the operation pressure to 80 KPa N2 atmosphere. The nitrogen content can reach to 0.68%, and relative magnetic permeability reduce to 1.012μrel, which is close to non-magnetic standard of 1.01μrel.
While considering the practical equipment, high operation press result in high equipment cost of sintering furnace. In addition, the actual influence of higher operation pressure has limited impact on relative magnetic permeability. Therefore, we recommend lowering sintering operation pressure to achieve suitable magnetic property with economical method.
Secondary Sintering Holding Step
In order to suppress δ-ferrite formation and increase nitrogen absorption. We also need to add the secondary holding step in sintering.
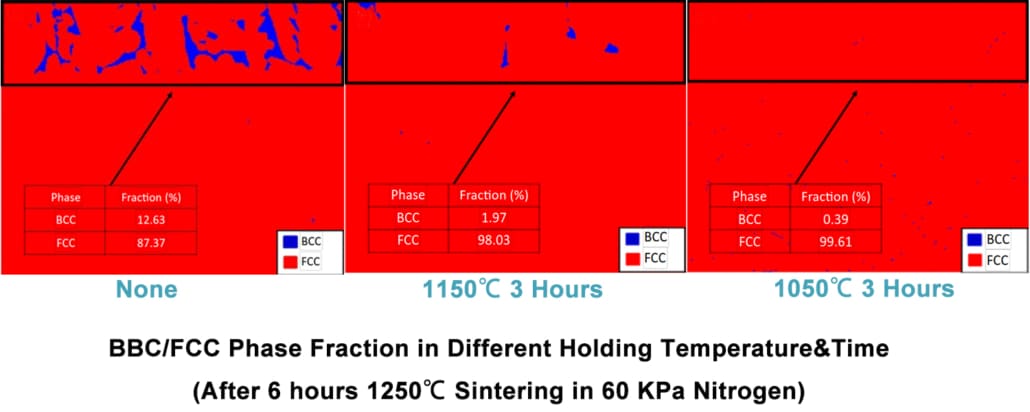
From scientific data, too high holding temperature of 1150℃ is not suitable for nitrogen absorption efficiency in austenite. Otherwise, holding temperature of 1050℃ is more efficient with nitrogen absorption at 0.74% in weight, which is higher than that of holding temperature 1150℃ at 0.68% in weight. Comparing to sintering without secondary holding step, there are significant increases in nitrogen content of final MIM sintered parts.
Furthermore, in SEM (Scanning Electron Micros-copy) images and EPMA (Electron Probe Micro Analyzer) Mn elemental mapping, there is inevitable reduction phenomenon of Mn. Nitrogen content can be enhanced by the additional secondary holding step, the additional nitrogen can compensate the loss of Mn element. In order to suppress δ-ferrite (BCC) phase formation, and stabilize austenite (FCC) phase formation.
Adjusting Sintered Density
Nitrogen has low atomic weight than metal element. Therefore, the nitrogen content of MIM part is inversely proportional to the sintered density. As the nitrogen content increases after sintering holding step, the sintered density will decline accordingly. From EBSD (Electron Back-Scattered Diffraction) analysis, the reduction of δ-ferrite (BCC) phase fraction result in the decrease of sintered density. In addition, from the EPMA Mn element mapping, shortening the holding period can diminish the extent of Mn sublimation and evaporation, and obtain relatively thinner thickness of dense layer.
Optimized Sintering Conditions
In order to obtain the unique characteristics of high-nitrogen and nickel-free P.A.N.A.C.E.A. stainless steel. We need to get a systematic study of the influence of designed sintering conditions. Nitrogen/Mn content is the key factor of FCC/BCC phase fraction, which determines the final magnetic permeability.
In vacuum furnace system with 60 KPa to 80 KPa N2 atmosphere, Mn sublimation and evaporation phenomenon is inevitable, this will result in the reduction of FCC phase stability. However, nitrogen as another FCC stabilizing element can be absorbed to obtain uniform and fully austenitic MIM parts.
In summary, we can optimize the sintering conditions to obtain MIM parts with low relative magnetic permeability of 1.002. The optimized approach is lowering operation pressure, keeping low secondary holding temperature, and lowering sintered density.
Contact our engineering team for more information about stainless steel sintering.