Designing for Metal Injection Molding
Introduction
Designing for metal injection molding is critical for further MIM manufacturing. As the designers have better understanding of MIM process, there is greater chance of successful adaption of MIM technology.
Metal Injection Molding (MIM) is a cost-effective way of metal manufacturing technology, in order to achieve great successful adoption of MIM technology, we should consider some effective guidelines in MIM designing process. MIM manufacturing allows for complex net-shape components from various materials’ composition. The cost of MIM parts depends on MIM materials, components mass, tooling complexity, mold cycle time, debinding and sintering time, and other factors.
As trained designers with high experience will envision MIM technology to form parts design phase at start, in order to enable higher process yields, lower cost, and faster processing. During the design process, prior adjustment will avoid any difficulties in production process, which will interrupt or delay production schedules. As cost in designing process has little impact on final product price, but design decisions have major implication on final production cost. It is critical to involve the MIM manufacturer in the early MIM design phase, we will help the most to deal with design factors and improve final production. Our experienced engineering team will consult with you to save agony and cost during final high-volume production.
Which Part is Suitable for Metal Injection Molding
Metal Injection Molding (MIM) is able to produce complex net-shape composition with a variety of composition. Main cost in MIM is determined by MIM materials, parts mass, tooling complexity, molding cycle time, debinding and sintering time. We will pose some initial points to verify whether MIM is viable.
Production Volume
In reason of mold cost, Metal injection molding is not usually used for low volume production, but is very effective for large quantities. Generally, production quantity more than 5,000 are attractive.
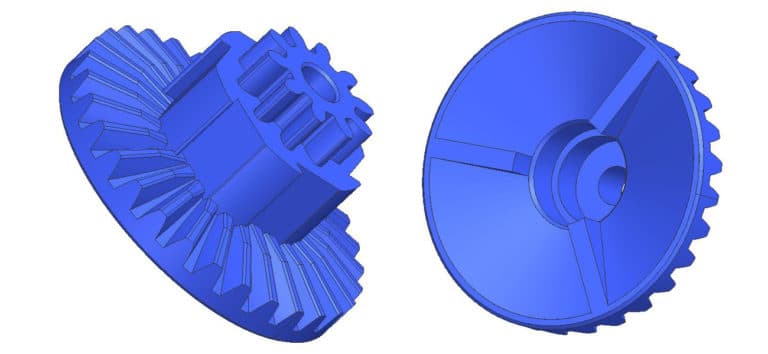
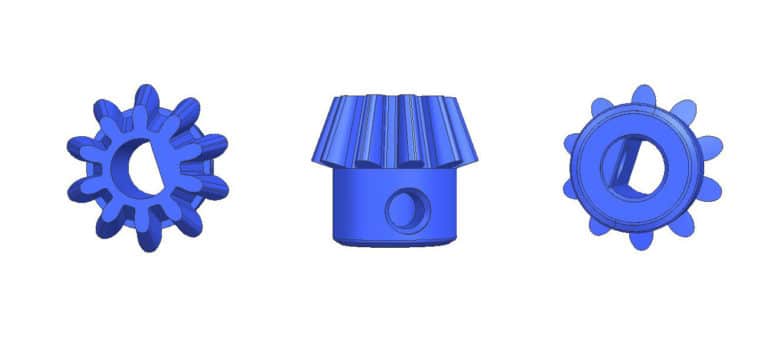
Three Dimension Geometry Complexity
MIM is most effective for components with holes, slot, ribs, protrusions and multiple features. On the other hand, simple two-dimensional shapes are easier produced by stamping, rolling or die casting, like flat parts with uniform section thickness.
MIM Technology Feasibility
MIM technology feasibility is best measured by typical part profile. Most MIM parts are small-size, complex with thin walls and appropriate number of features. The following items provide the typical attributes:
- Mass is between 0.1 g to 200 g, while the best is around 10 g.
- Maximum dimension is 25 mm to 35 mm, while the largest is 250 mm.
- Wall thickness is 2 mm to 3 mm, while the thinnest is 0.3 mm.
Available MIM Metal
As most common engineering metal alloys have been demonstrated in metal injection molding process. However, we recommend the best selection of stainless steel. In our company, over 60% of MIM components are fabricated from stainless steel, we have the largest vendor base, production knowledge, and lowest materials cost in reason of high volume production. Generally, MIM is most suitable for higher molten temperature metal, and try to avoid easy oxidized and reactive metal, volatile and toxic metal. Such as beryllium, lead, manganese and magnesium.
MIM Cost
Metal injection molding project’s viability depends on not only parts cost, but also molds cost and producing time. In addition, complex geometries parts in MIM projects also require engineers skills and experience, corresponding operation time to achieve. Tooling cost and delivering time are the most significant factors to effect final MIM cost. While smooth surface and tight tolerance will also increase production cost.
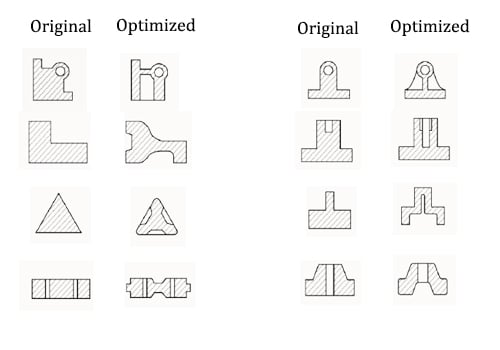
Optimize Design for MIM Production
As designing for metal injection molding, we should optimize several aspects to improve the ease of MIM manufacturing. In addition, avoid some design features to reduce potential production cost.
Desirable Features
- Gradual variation of section thickness
- Wall thickness between 0.1 mm to 10 mm
- Low mass weight
- Supporting structure for sintering process
Permitted Design Features
- Free-form features, axis symmetric, non-symmetric, prismatic and square features
- Cantilever and non-symmetric shapes
- Retainers and stiffening ribs for assembly
- Protrusions, bosses, and studs
- Blind and through holes,
- External and internal threads
- Undercuts, grooves, slots, depressions
- Knurled and waffle surface
- Identification logo, parts number and other text
Avoidable Features
- Closed inside cavities
- Sharp corners or edges (radius less than 0.1 mm)
- Long piece without draft or taper for ejection
- Undercut on internal bores
- Holes diameter less than 0.1 mm
- Wall thickness than 0.1 mm
Parts Size Limitation
In Metal Injection Molding process, the parts size is not an inherent process limitation, but an issue from the capacity of molding equipment. In addition, section thickness is another parts size issue, since molding, debinding, and sintering process are faster with thinner wall thickness. There is clear advantage in shorter cycle time with hollowed thinner section in MIM components.
Design Modification
As our 10 years experience in MIM practice, we identify several design adjustments to ease MIM production greatly, there are design suggestion as following:
Corner and edge radius is another geometric limitation in MIM design, as metal powder size determines the ability to fill corners and dictates the edge and corner radius. Therefor, from the cost standpoint, we recommend negating the sharp edges and corner production, and increase corners and edges radius from 0.05 mm to 0.075 mm as realistic. All sharp edges require grinding after the sintering process.
Sintering Impact
Sintering impact on tolerance is the most obvious issue for MIM design. As during sintering densification process, non-uniform heating and gravity force will impact final size and shape significantly. Depending on our forming equipment and technology, as-sintered dimensional tolerance will reach to ±0.3%.
MIM Materials and Properties
MIM Alloy Options
There are various metal alloys in MIM grade particle sizes, the main MIM materials are in following categories:
- Ferrous alloys: stainless steels, steels, iron-nickel magnetic alloys, Invar and Kovar ferrous alloys.
- Tungsten alloys: tungsten heavy alloys, tungsten cooper.
- Hard alloys: cobalt-chromium, cemented carbides(WC-Co), Cermet(Fe-TiC).
- Special alloys: titanium alloys, tool steels, nickel-based super-alloys, molybdenum, molybdenum-copper.
Most MIM alloys are from standard handbook formulations. However, sintering process will degrade properties by the long-term anneal, as most of the alloys are based on casting technologies.
Therefore, there are modification in MIM materials’ chemistry, for the sake of customizing to metal injection molding technology. Such as stainless steel 316L has combined strength and corrosion resistance, extra chromium in composition will ease sintering, and provide superior properties than other alternative metal working approaches. Furthermore, we can produce custom alloys powders for specific composition with an additional cost. Metal powder cost impacts the final MIM part cost, it is cost-effective to apply the several common alloys.
Properties
The nominal density of sintered MIM parts are 98%, which is slight lower than theoretical, and close to casting. Therefore, all properties of chemical, physical, elastic, electrical, and thermodynamic match the values in the handbook. In the following graph, we exhibit the typical properties of our common MIM materials.
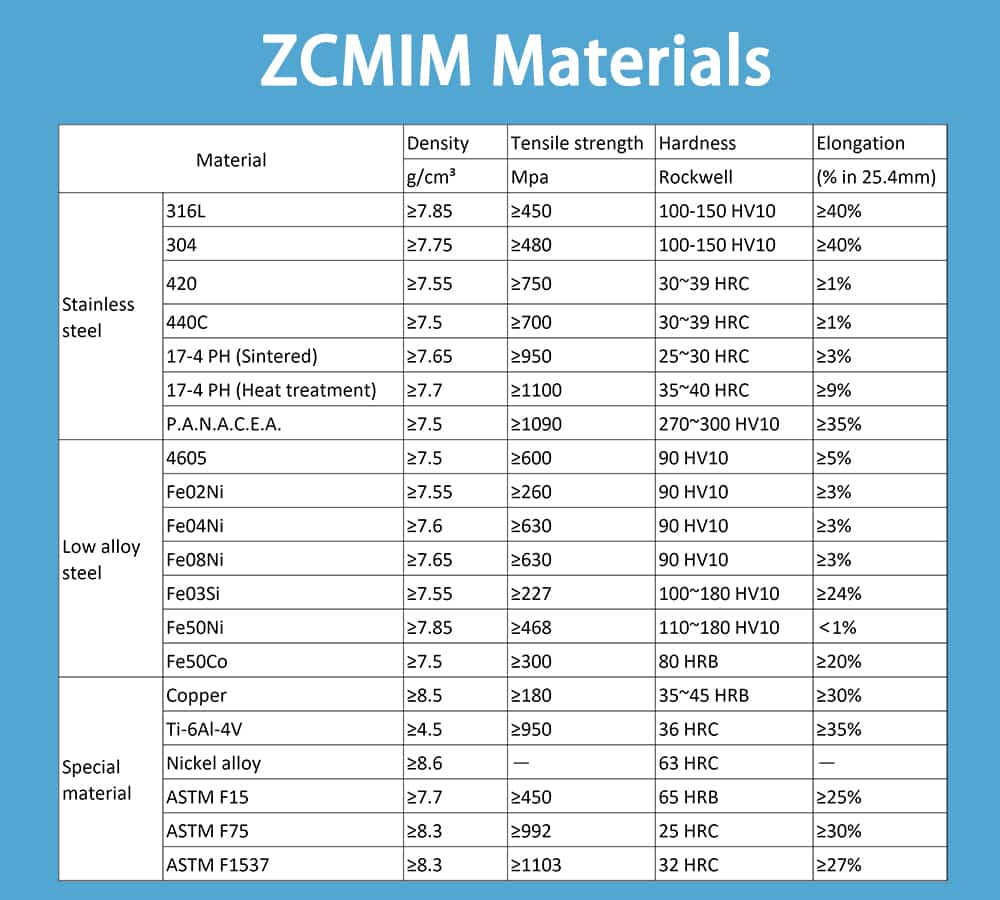
In addition, we should notice that these data are only representative of the attainable properties in MIM process. As difference in grain size, porosity, impurity level and sintering treatment will affect final properties’ performance dramatically.
Fatigue Strength and Fracture Toughness
Fatigue strength and fracture toughness are the critical dynamic properties in MIM technology. This is not an issue for high toughness MIM materials, but we recommend specific testing in other MIM cases. Such as Stainless Steel 17-4 PH for surgical application. The MIM material has only 15% fracture energy of wrought in V-notched impact testing, even wrought material processes the same sintering cycle. MIM 17-4 PH Stainless Steel has 500 Mpa of fatigue strength at 10 million cycles, this is lower than cast or wrought product. Therefore, the larger grain size and residual porosity in MIM process have significant negative influence on final MIM products.
Corrosion Resistance
Corrosion resistance of MIM stainless steel is another critical issue in MIM manufacturing. As chromium has higher vapor pressure than nickel and iron, this result in preferential evaporation of chromium in MIM sintering process. Finally, deep pitting corrosion will occur in areas without the proper chromium content, this degrades the normal resistance to corrosion.
However, we can avoid this issue by post-sintering thermal, chemical, or mechanical treatments. As actual corrosion behavior are determined by MIM processing testing conditions. After secondary operation of polishing, decreased surface roughness will improve the corrosion resistance, MIM stainless steel have the same corrosion resistance as cast or wrought in various media.
Bio-compatibility
Metal injection molding technology has widely applications in medical and dental area, bio-compatibility is presumed as equivalent to other routes. However, after professional testing of MIM titanium and stainless steels, final test results cannot achieve bio-compatible properties.
As sintering in MIM will degrade surface chemistry, we need additional polishing or electron-chemical treatments to establish uniform surface chemistry for bio-compatibility. Otherwise, pitting corrosion on MIM parts surface will impact final bio-compatibility.
Wear Performance Improvement
In wear resistance testing, MIM technology can achieve higher level, as hard phases can mix into MIM feedstock to improve behavior. Such as, MIM tool steel with treatment of low concentration calcium difluoride have 30 times decrease in dry wear rate than wrought tool steel.
Once we add titanium nitride or chromium boride to stainless steel, there are dramatic improvements in wear resistance. This is suitable for products that cannot be produced by traditional metalworking methods.
Metal Injection Molding Cost
The metal injection molding (MIM) cost includes several factors, ranging from MIM feedstock, tooling to packaging requirements.
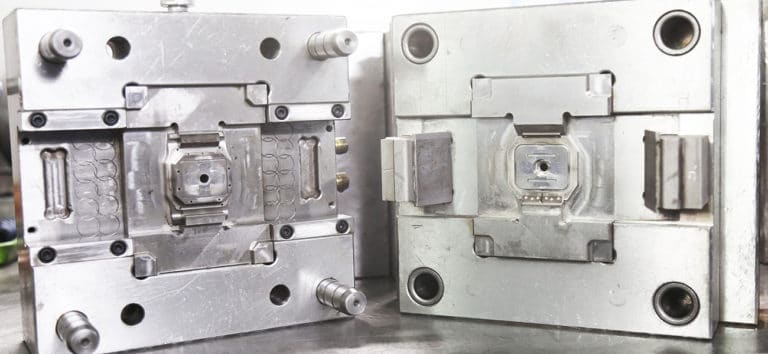
Tooling Cost
Tooling cost takes the most investment in MIM project development. Any adjustment of mold in design will increase tooling cost and time. Mold cost in MIM is highly variable, ZCMIM has professional tooling team to optimize mold design with cost-effective price.
Feedstock Price Influence
Normally, the final MIM part costs are determined by feedstock price. In MIM cost analysis, feedstock cost is the most critical factor, following by component mass, process yield. Therefore, we should remove mass in design and ensure process yields for successful MIM production.
Key Criteria to Select MIM Technology
Metal injection molding has strengths of complex geometries, small size and high volume production. It also has numerous applications in watches, hand tools, surgical tools, orthodontic brackets, engine parts, electronic parts, cutting tools and sporting devices. In order to identify MIM candidates quickly, we summarize the key considerations as the following:
- Mass/Volume: MIM technology has excellent performance at cost reducing of significant material loss, such as machining or grinding.
- Quantity: Tooling and set-up cost take huge amount of MIM production. Therefore, it requires high-volume production to achieve acceptable unit price. The minimum annual production should exceed 20,000.
- Material: Regardless of common MIM steels, metal injection molding can apply hard to machine materials like titanium, nickel alloys.
- Complexity: MIM technology is applied for complex geometries, it is the best suitable for components with multiple axes features.
- Performance: High density of MIM parts perform competitive properties as manufacturing requirements.
- Surface Finish: The initial particle size determines final surface roughness of sintered parts. In addition, textures are easy to achieve without cost.
- Tolerances: The typical tolerance after sintering reach to ± 0.3%, while tight tolerances give rise to high cost in secondary operations.
- Assembly: MIM technology can consolidate multiple parts into one single piece, in order to save inventory and assembly cost.
- Blemishes: There are inherent blemished in noncritical positions, we need to remove them after fabrication, such as gates marks, parting lines, ejector pin marks.
- Unique Compositions: Metal injection molding can form unique material compositions for specific requirements. Which is difficult to achieve by traditional methods.
Conclusion
Metal injection molding will lead to outstanding success once our engineering team participate in anticipate MIM design. Our advanced knowledge will provide low cost, better quality and longer mold life in MIM manufacturing. Once designing for metal injection molding, we can make the good reconciliation between intended function and MIM process attributes.
MIM technology can get attainable properties for different applications. New MIM materials are custom designed for specific usage. Such as: laminated structure of hard-soft and magnetic-nonmagnetic, hollow objects, foamed metals. All these options propel MIM into areas without alternative technologies.
Once you are looking for a new metalworking technology, contact us for more detail information.