MIM Titanium
Introduction
MIM titanium normally refers to Ti-6Al-4V, it is also known as Ti64, TC4, and Titanium Grade 5. It is an alpha-beta titanium alloy with high specific strength and excellent corrosion resistance. The low density and corrosion resistance are necessary for the aerospace industry, bio-mechanical applications (implants and prostheses).
Titanium alloys contain a mixture of titanium and other chemical elements. These specific alloys have very high tensile strength and toughness at extreme temperatures. Titanium alloys are light in weight with extraordinary corrosion resistance. However, Ti alloys have a high cost in both raw materials and processing. This limits the application in military, aircraft, spacecraft, bicycles, medical devices, premium sports equipment, and consumer electronics.
Compared to conventional stainless steels and cobalt-based alloys, titanium alloys have a lower modulus, superior bio-compatibility, and enhanced corrosion resistance. It is the perfect choice as a bio-material. However, Ti64 alloy has poor shear strength and wear resistance, which also restricts its biomedical usage.

Ti-6Al-4V
Common Chemical Composition
| MIM Titanium | Ti | Aluminium | Vanadium | iron | Carbon | Nitrogen | Oxygen |
| Percent by Weight | Bal. | 5.5.-6.75 | 3.50-4.50 | 0.30 | 0.08 | 0.05 | 0.20 |
Mechanical Properties
| Material | Density | Tensile Strength | Yield Strength(0.2%) | Hardness | Elongation(% in 25.4mm) |
| MIM Titanium | ≥4.20g/cm³ | ≥750Mpa | ≥650Mpa | 30HRC | ≦10% |
Ti-6Al-4V titanium has two microstructure phases, alpha (hcp crystal structure) and beta (bcc crystal structure). Aluminum stabilizes the alpha phase, while vanadium stabilizes the beta phase. Ti-6Al-4V has low thermal conductivity, which results in relatively poor machinability. In addition, it is vulnerable to cold-dwell fatigue.
It has higher strength than commercial pure titanium(grades 1-4), with the same stiffness and thermal properties. This grade is an excellent combination of strength, corrosion resistance, welding, and fabricability. The most common application of titanium is alloyed with aluminium and vanadium of 6% and 4% respectively (Ti-6Al-4V). Ti-6Al-4V is the most common titanium alloy in commercial applications, it takes nearly 70% of total applications.

Titanium MIM
Titanium alloys have high activity, which are prone to react with elements like oxygen, nitrogen, and hydrogen. Moreover, micron-sized metal powder will impact the final physical properties significantly. Titanium metal injection molding (TiMIM) is the perfect method for small implantable medical devices with tight tolerances.
TiMIM technology can produce small and complex titanium parts, including features with tiny grooves, threads, and scoring. The common TiMIM medical devices include: pacemaker components, bone repair and replacement components, cataract surgical equipment, ports for catheters, and orthodontic brackets. Ti-6Al-4V has excellent bio-compatibility with excellent corrosion resistance, which makes it an ideal candidate.
Regardless of the medical devices industry, TiMIM components are also applied in brackets, fasteners, fittings, and other components. There is no doubt that TiMIM is the most manageable and affordable solution for components with fine features in the medical and aerospace industry.

Ti-6Al-4V Sintering
Ti-6Al-4V is the most widely applied titanium alloy, it has remarkable mechanical properties for various applications. In addition, it can be tailored for different mechanical properties by mechanical working or heat treatments.
There are two key aspects to control the mechanical properties of MIM Ti6Al4V: micro-structure and final density. In order to achieve adequate density in MIM processing, Ti6Al4V is sintered at temperatures between 1200-1400℃, above the β-transus temperature of 1000℃. This results in the coarse lamellar structure with reduced mechanical properties. Therefore, the key to improving the mechanical properties of MIM Ti6Al4V is refining the microstructure. Fine Ti64 powder, with a small carbon addition is a two-key method to achieve micro-structure refinement. Carbon addition can produce Ti6Al4V reinforced with titanium carbides.
Sintering Temperature
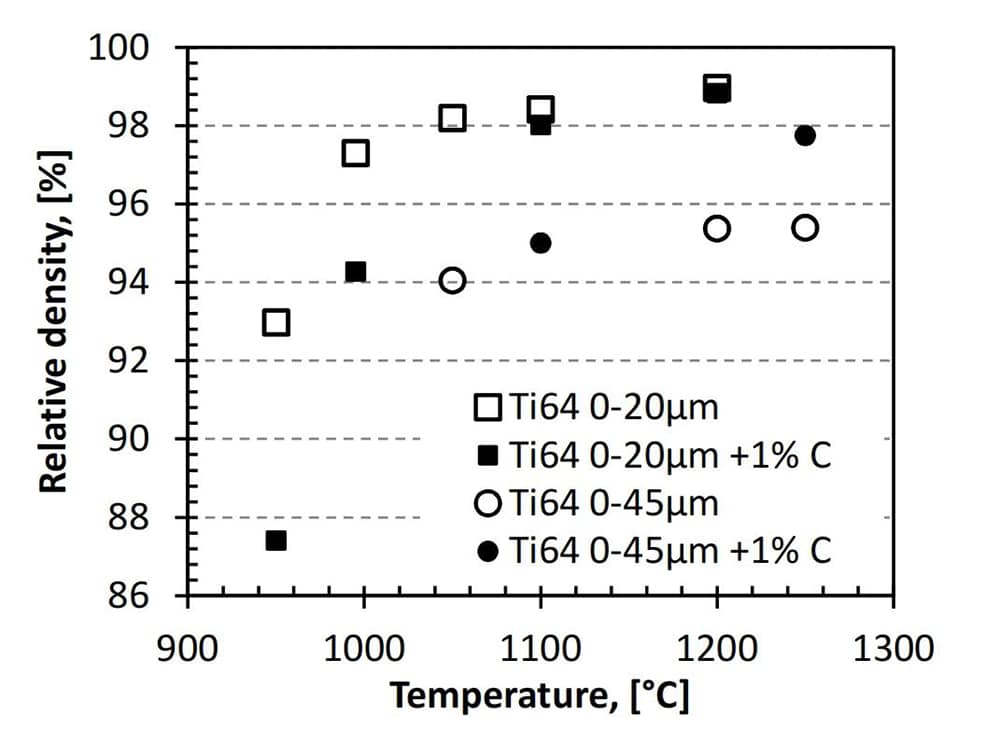
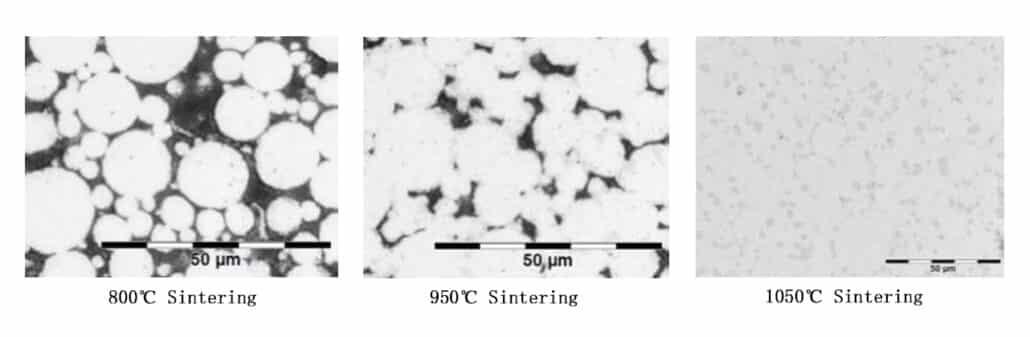
From the graph, above the sintering temperature of 1100℃, all Ti powder can reach at least 95% of theoretical density. Once reach to 1200℃, all Ti powder can achieve the highest density. Above 1200℃, there is no significant change in density. It is obvious that finer Ti powder can start the desification process at a lower sintering temperature, and achieve a higher density at the same sintering temperature.
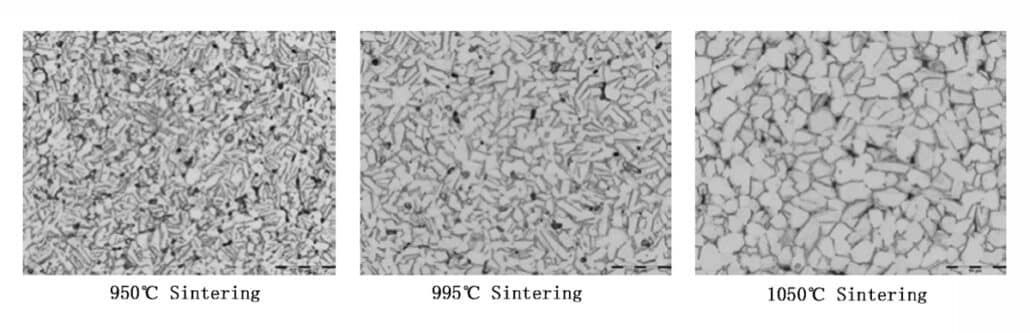
For 20 µm powder sintering, once the sintering temperature is above 1100℃, there is the typical micro-structure of MIM Ti6Al4V:
- Relative coarse structure- long acicular α-Ti grains with a thin layer of β-Ti
- Residual pores from incomplete densification
At a temperature of 1050℃, the micro-structure starts to change, and there are no large α-Ti colonies.
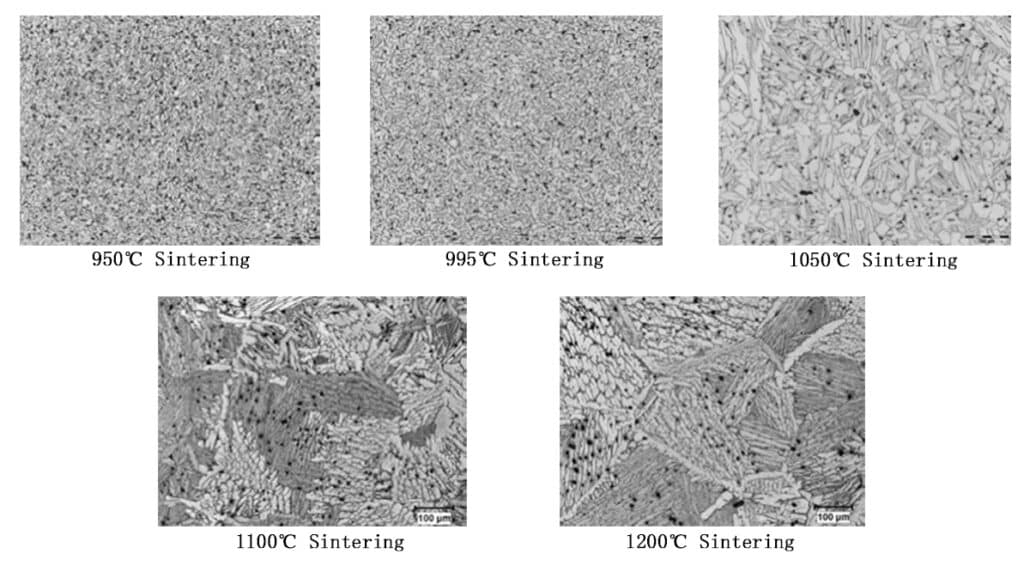
Once sintering temperatures are close to the alpha-beta transition temperatures, nearly 1000℃. The micro-structure becomes much finer, and α-Ti grains become more nodular in shape. Additionally, the presence of α-Ti grains and lower diffusion kinetics will prevent the excessive growth of the β-Ti grains. All these factors will result in a significant change in micro-structure.
Carbon Additive
Normally, the carbon additive will result in a more refined microstructure. This microstructure is still composed of α-Ti grains with surrounding β-Ti grains, but the α-Ti grains tend to be globular, rather than acicular.
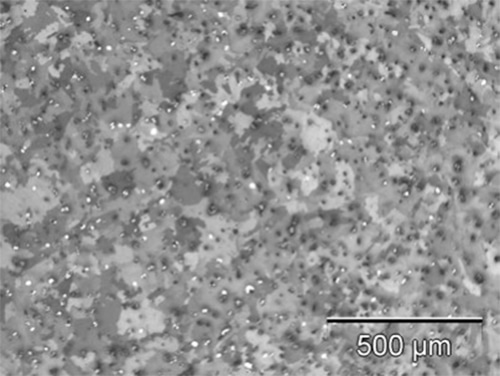
In addition, there are rounded titanium carbide secondary phases in the micro-structure with uniform distribution. This low content of titanium-carbides will impede the growth of β-Ti grains, then refine the microstructure. Titanium carbide can limit the growth of β-Ti grains effectively, even at very high temperatures. After 1320℃ sintering, the micro-structure of the titanium part has only a fraction of elongated α-Ti grains, and colonies of some α-Ti grains.
The titanium carbide grains have a similar final morphology, whether the reaction between carbon particles and the titanium matrix, or the titanium carbide addition. From the following graph, it is obvious that, as the sintering temperature increases, the titanium carbide will disappear.
Yttrium Additive
The yttrium element can enhance the fatigue properties of MIM-processed Ti-6Al-4V. There are three factors that influence the mechanical properties of Ti-6Al-4V: colony size, porosity, and oxygen content. Yttrium oxide is a strong colony refining agent, only 0.1 wt.% of Y2O3 can reduce the colony size of MIM Ti64 from 130µm to 50µm.
Mechanical property, porosity, and impurity content in the TiMIM process
| Ti Composition | YS(MPa) | UTS(MPa) | Elongation(%) | Porosity(%) | Oxygen content (μg/g) | Nitrogen content (μg/g) | |
| Initial Powder | 1600 | 2000 | |||||
| Ti-6Al-4V | 770 | 880 | 15.3 | 3.5 | 2360±70 | 500±100 | |
| Ti-6Al-4V | 0.2% Y | 740 | 850 | 13.2 | 4.3 | 2380±70 | 540±20 |
| 0.5% Y | 690 | 800 | 12.5 | 5.0 | 2500±95 | 590±70 | |
From the above graph, after 1400℃ sintering. The MIM parts of pure Ti-6Al-4V have the yield strength (YS) of 771 MPa, ultimate tensile strength (UTS) of 884 MPa, and elongation of 15.3%. However, the addition of yttrium results in a decrease of UTS, YS, and Elongation. These decreases in strength are caused by an increase and a reduction of oxygen content in the titanium matrix.
In fatigue testing, for pure Ti64, the fatigue strength at 107 cycles is 450 MPa. The addition of 0.5 wt.% yttrium will increase fatigue strength to 470 MPa at 107 cycles. Therefore, the colony size has more influence on the fatigue behavior than the porosity or oxygen content.
Heat-treatment of Ti64
The heat-treatment of Ti-6Al-4V will vary the amount of micro-structure phase (alpha, beta) in the alloy. The common heat-treatment processes are mill annealing, duplex annealing, solution treating&aging. The phase compositions, size, and distributions in Ti64 can be manipulated within certain limitations by heat treatment, in order to permit custom properties.
- Heat treatment can change the large micro-structure below or above the alpha-beta transition temperature, in order to achieve high hardness.
- Solution treatment and aging will produce the maximum strength. Solution aging can cause small β-phase particles to form and strain the crystal lattice. Once aging is performed properly, the additional lattice strain will make the alloy tougher, and less prone to cracking.
- Stress-relief heat treatments are also practiced.

Conclusion
ZCMIM has nearly 10 years of experience in MIM titanium. We apply different alloy powder sizes, sintering temperatures, and heat treatment to achieve specific mechanical properties. Contact us for your next TiMIM project.