MIM Spur Gear
Introduction
Spur Gear is the most common gear type with straight teeth parallel to the axis of shaft, it is applied to transfer motion and power between two parallel shafts. Metal Injection molding(MIM) is proved as the most suitable manufacturing technology for spur gear, especially in micro sizes. MIM technology provide multiple steel options with required mechanical performance, its high pressure injection molding with consequential sintering ensure the final dimensional accuracy and micro-structure.
As 3D printing technology development, Binder Jetting(BJT) is capable for micro spur gear production. However, it is only effective for early-phase prototyping without consistency for high-precision components.
Spur Gear
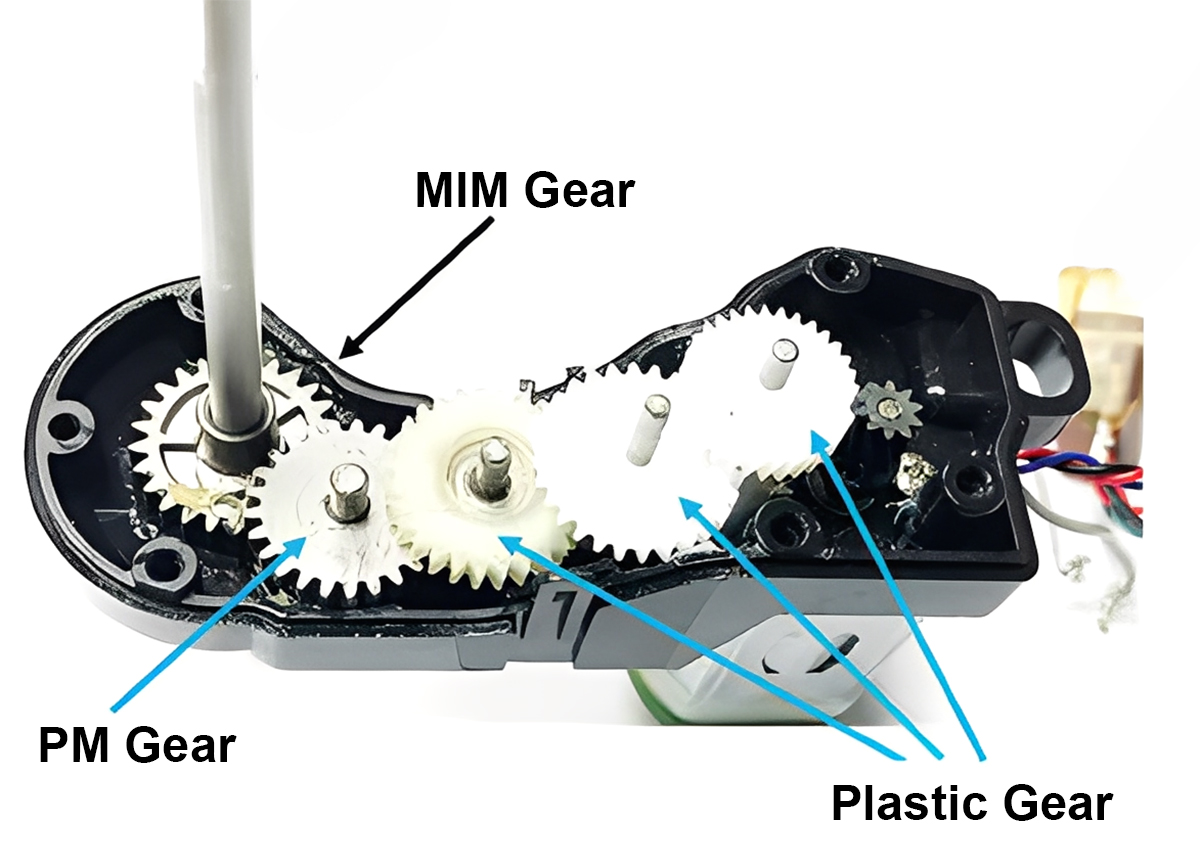
Spur gears are cost-effective and reliable, they are commonly applied in industrial machinery, automotive systems, and household appliances. The following picture is the gearbox with different gear types. The plastic gear is produced by plastic injection molding, PM spur gear is fabricated by powder metallurgy(PM), while the final MIM spur gear can be manufactured by alternative BJT technology.
MIM Gear Materials
Stainless steels have excellent mechanical properties, including high yield and tensile strength, extreme hardness. SS 17-4 can achieve the highest yield strength of 1730 MPa after heat treatments. Therefore, it is applied for spur gear production in MIM or BJT processing.
As the Oversize Shrinkage Factor (OSF) of common mold linear shrinkage is 1.165, both MIM and BJT should consider the original green part size in feedstock molding. In addition, BJT normally applies the gas-atomized spherical powder, while MIM uses the gas with water atomized powder.
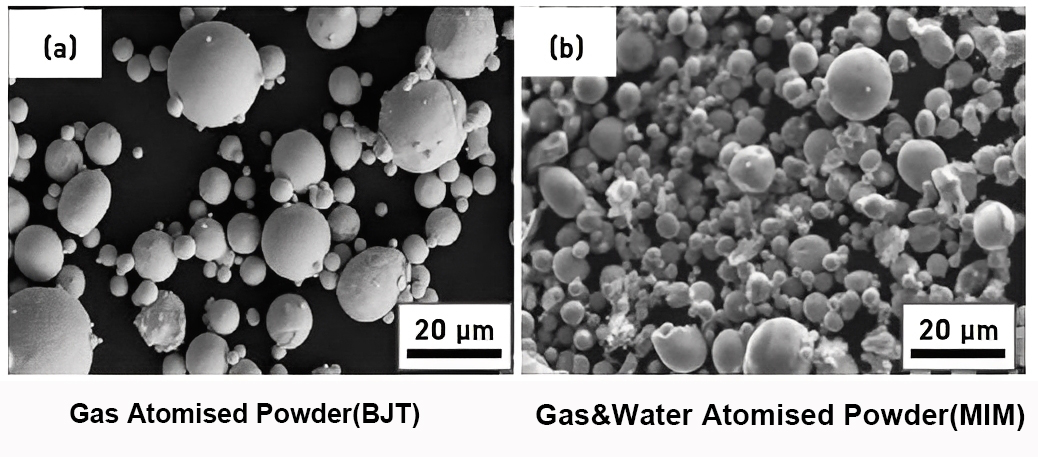
Micrographs of 17-4 PH powder
Spur Gear Molding
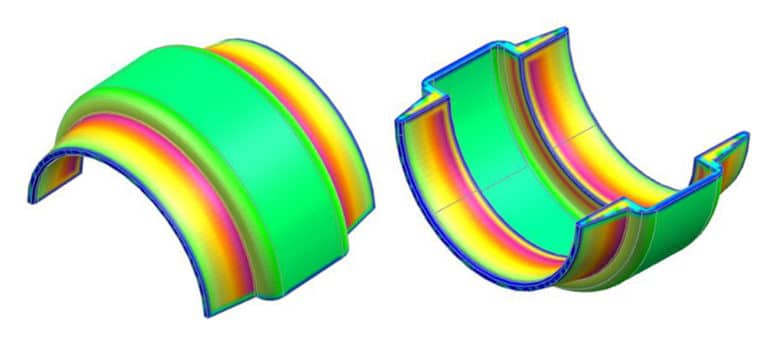
MIM technology utilizes mold injection with according steps and parameters to achieve required green parts. All parameters are optimized at several time under standard mass production conditions. Moldflow analysis can optimize the uniform filling with feesstock gate at the center of bushing. While BJT use the specific Binder Jetting machine to create the before-sintering parts with similar geometry as MIM green parts.
Ferritic stainless steel combines good magnetic response and some corrosion resistance.
Spur Gear Sintering
Sintering is the critical step in final metal parts creation, the high temperature and pressure in sintering furnace manufacture the spur gears with required size and geometries. Before sintering, MIM debinding is required process to remove the binder materials.
MIM Gear Performance
Physical Properties
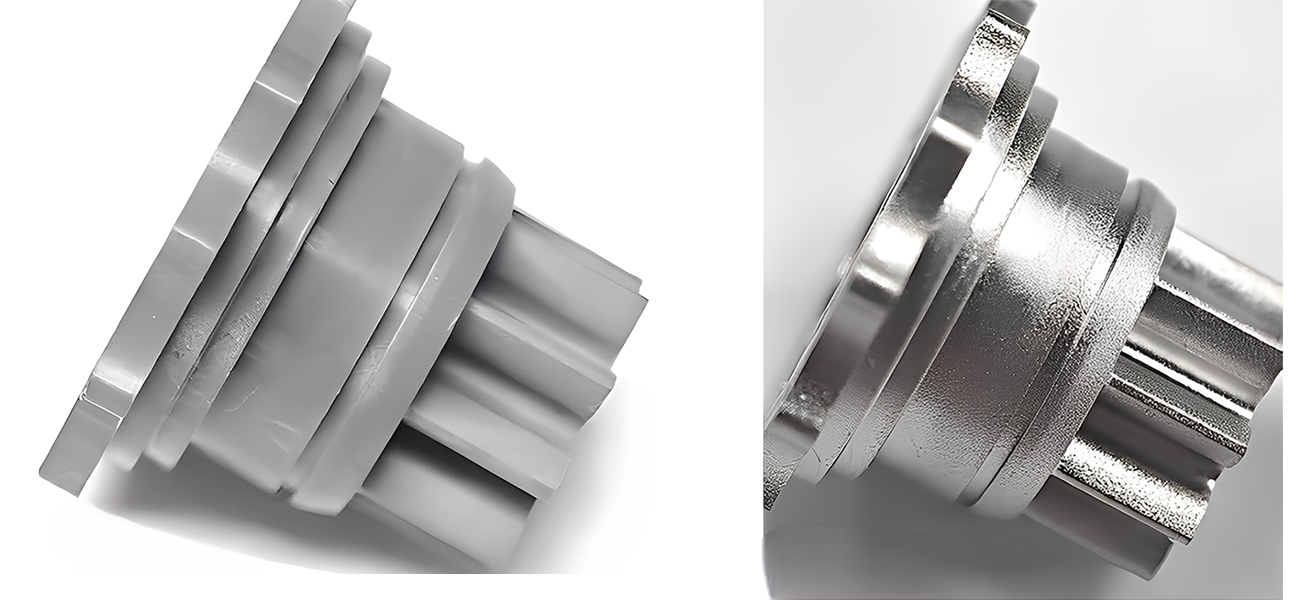
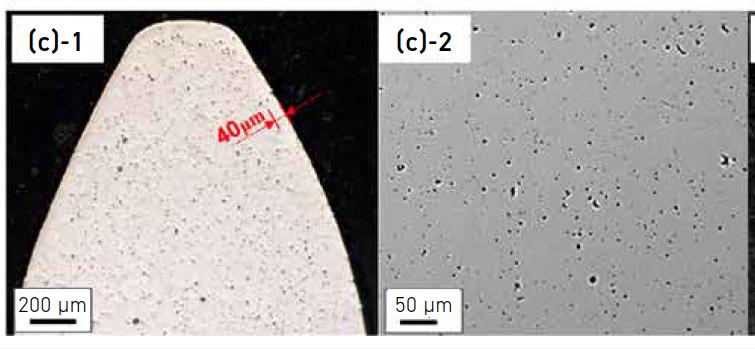
After sintering, the sintered gear can reach the surface roughness of Ra1.5, and achieve Ra 0.8 with magnetic grinding. The following picture presents the pore characteristics of sintered gears in MIM process. Comparing to the right BJT gear, there are dense outer contour with finer and more homogeneous micro-structure.
MIM tooth surface microstructure
Precision Tooth Diameter
Both tooth diameter and base tangent length are critical parameter is spur gear design, these dimensions should be controlled in required dimensional variation. MIM have consistent dimension deviation in required tolerance, duo to the stable high-pressure injection molding over 50 MPa. However, BJT has lower build pressure with 0.1-1.2Ma and directional shrinkage effects, this results in wider scatter and deviation.
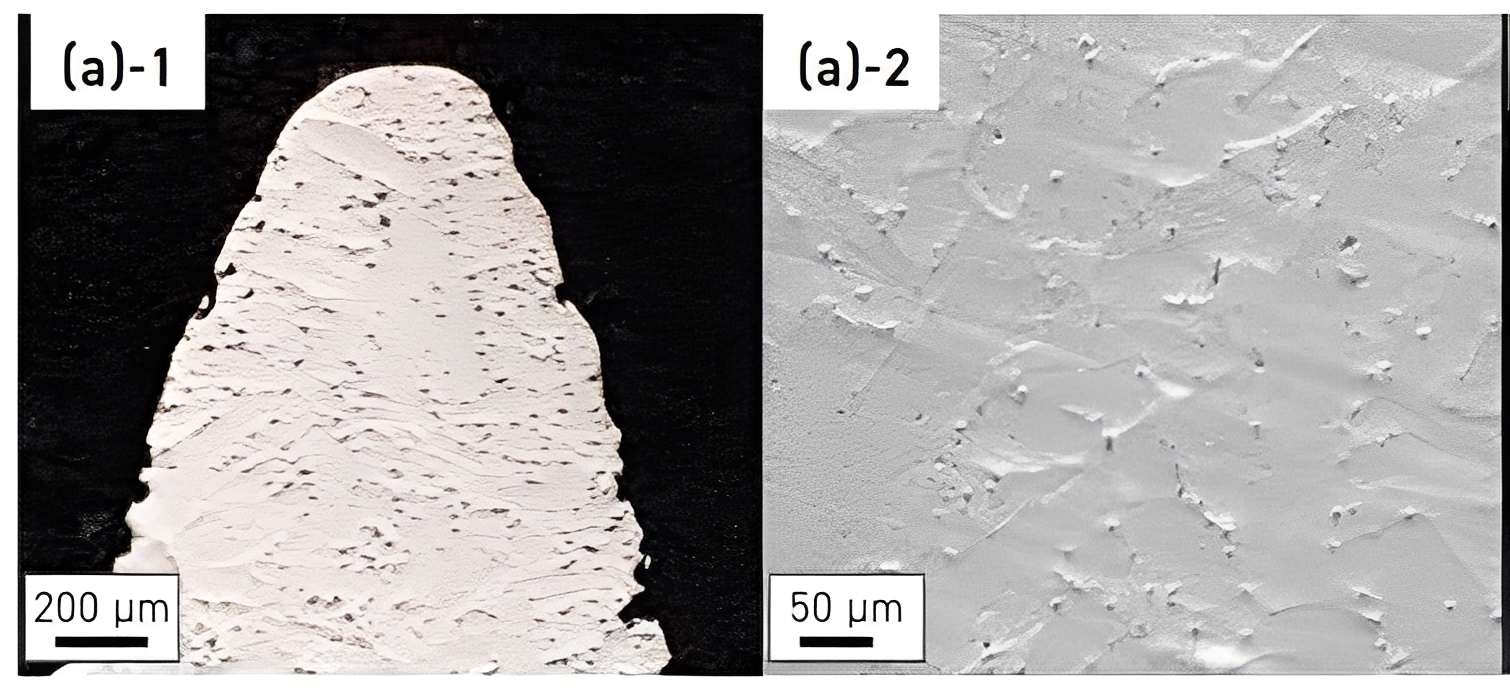
BJT tooth surface microstructure
Gear Evaluation
MIM and BJT are two common technology in gear production, but both processes have the limitation in industrial application, due to the dimensional precision and microstructural consistency.
BJT Gear Evaluation
BJT gear accuracy is limited by the build resolution and sintering distortion. This process cannot consistently achieve the tight dimensional tolerance in MIM gear. Carbon origination in sintering will cause the abnormal grain growth at high temperatures. As show in the following micro-graphs of etched BJT and MIM gears. BJT gears have larger columnar grains, while MIM gears have the dense layer near the contour with 40 µm.
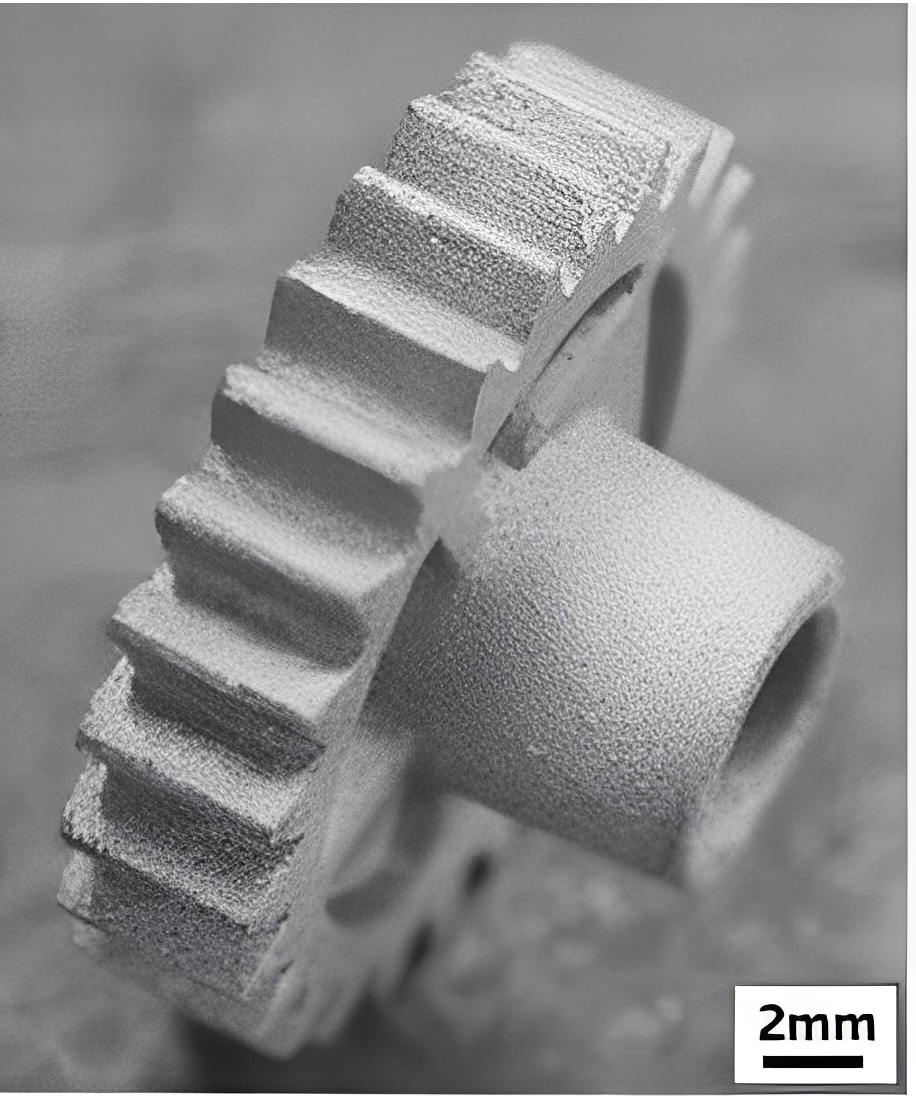
BJT Gear
Therefore, Binder Jetting is unsuitable for small gear with high structural precision and multi-layer builds. It can build similar features with basic functions, but cannot be applied for tight tolerances.
MIM Gear Evaluation
After nearly fifty years research and practice, MIM has proven capability of precise metal parts production. It enables rapid ramp-up to mass production, this is adoptive in electronic products.
MIM also has inherent limitations, such as isolated pore by coarse particles, process-dependent defects in complex features. However, MIM gears are acceptable with visual defects in non critical area, as these gears can pass the functional testing.
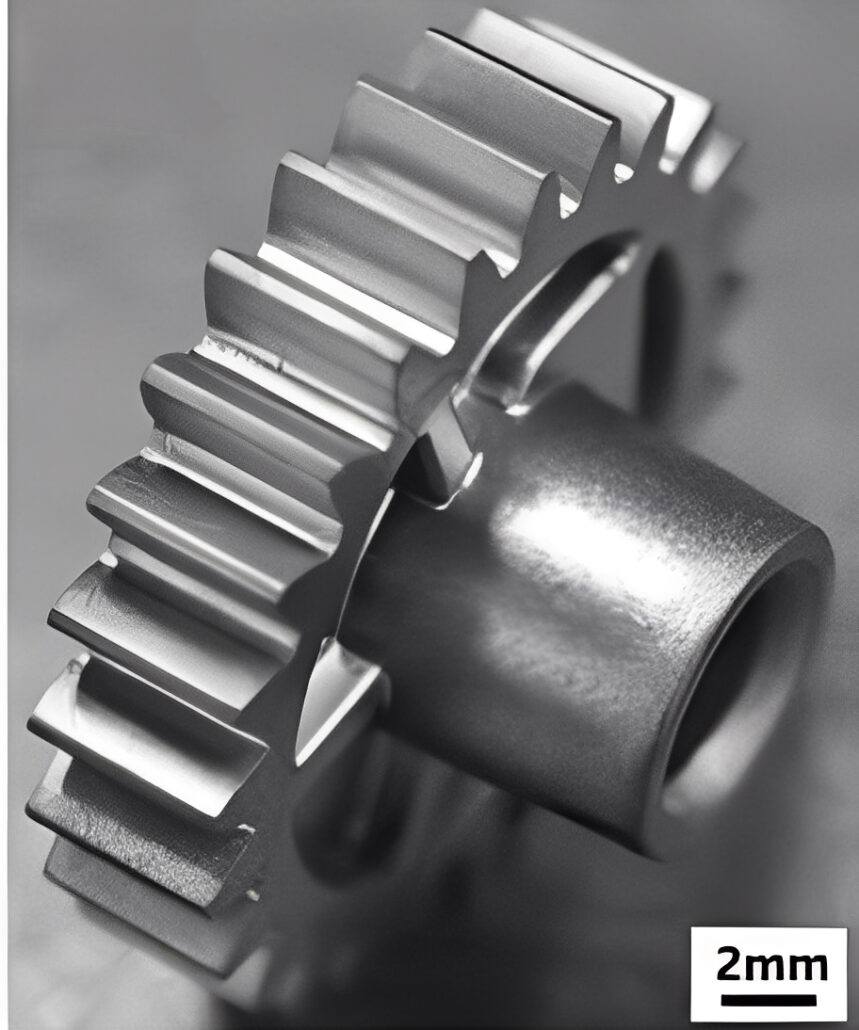
MIM Gear
Therefore, Binder Jetting is unsuitable for small gear with high structural precision and multi-layer builds. It can build similar features with basic functions, but cannot be applied for tight tolerances.
Conclusion
MIM Gears have established dimensional stability and micro-structure, the high pressure injection ensures the uniform formation, and the final sintering guarantees superior micro-structural consistency without defects.
ZCMIM has excellent experience and technology in MIM gear production, we have capability to produce million of spur gear per year. Contact us for your new gear project now.